Технология электрической сварки металлов и сплавов плавлениемСварка низколегированных сталей
Особенности технологии сварки низколегированных низкоуглеродистых сталей. Низколегированные низкоуглеродистые конструкционные стали, как правило, используют для изготовления ответственных сварных конструкций.
По реакции на термический цикл низколегированная низкоуглеродистая сталь мало отличается от обычной низкоуглеродистой. Различия состоят в основном в несколько большей склонности к образованию закалочных структур в металле шва и околошовной зоне при повышенных скоростях охлаждения. До недавнего времени считали, что металл шва низкоуглеродистых низколегированных сталей, например 17Г1С, 14ХГС и др., имеет только феррито-перлитную структуру. Поэтому предполагали, что структурные изменения в шве при разных режимах сварки сводятся в основном к изменению соотношения между ферритной и перлитной составляющими, а также изменению степени дисперсности структуры.
Более углубленные исследования показали, что при повышенных скоростях охлаждения в швах этих сталей кроме феррита и перлита присутствуют также мартенсит, бейнит и остаточный аустенит. Обнаруживаемый в таких швах мартенсит — бесструктурный, а бейнит представляет собой феррито-карбидную смесь высокой дисперсности. Количество указанных структурных составляющих изменяется в зависимости от температурного цикла сварки. При уменьшении погонной энергии количество мартенита
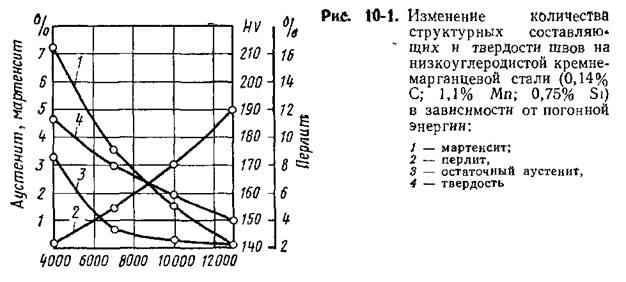 с бейнита и остаточного аустенита в металле шва повышается (рис. 10-1) и дисперсность их увеличивается. Так, количество закалочных структур в швах на низкоуглеродистой кремнемарганцевой стали толщиной 12 мм при сварке с погонной энергией q/v = 4 ккал/см и скорости охлаждения в интервале температур 400—600° С, примерно равной 4,5° С/с, составляет 10—11%. с бейнита и остаточного аустенита в металле шва повышается (рис. 10-1) и дисперсность их увеличивается. Так, количество закалочных структур в швах на низкоуглеродистой кремнемарганцевой стали толщиной 12 мм при сварке с погонной энергией q/v = 4 ккал/см и скорости охлаждения в интервале температур 400—600° С, примерно равной 4,5° С/с, составляет 10—11%.
В швах, выполненных с большой погонной энергией, количество этих структур резко уменьшается. Структура швов на этой же стали при погонной энергии 13 ккал/см и скорости охлаждения примерно 0,5—0,6° С/с состоит только из феррита и перлита. Мартенсит и бейнит образуются также и в околошовной зоне сварных соединений, например стали 14ХГС. Их количество при сварке такой стали максимально (около 3%) в участке перегрева и снижается по мере удаления от линии сплавления.
При небольшом количестве закалочных структур их влияние на механические свойства сварных соединений незначительно в связи с равномерным и дезориентированным расположением этих составляющих в мягкой ферритной основе. Однако при увеличении доли таких структур в шве и околошовной зоне пластичность металла и его стойкость против хрупкого разрушения резко ухудшаются. Дополнительное легирование стали марганцем, -кремнием и другими элементами способствует образованию в сварных соединениях закалочных структур. Поэтому режим сварки большинства низколегированных сталей ограничивается более узкими (по значению погонной энергии) пределами, чем при сварке низкоуглеродистой стали. В ряде случаев, например при микролегировании ванадием, ванадием и азотом, а также другими элементами, склонность низколегированной стали к росту зерна в околошовной зоне при сварке незначительна.
Для определения реакции низколегированной стали на термический цикл сварки проводят комплекс испытаний (см. §4-3). С целью снижения разупрочнения в околошовной зоне термоулучшенные низколегированные стали следует сваривать при минимально возможной погонной энергии,
Обеспечение равнопрочности металла шва с основным металлом достигается в основном за счет легирования его элементами," переходящими из основного металла. Иногда для повышения прочности и стойкости против хрупкого разрушения металл шва дополнительно легируют через сварочную проволоку.
Стойкость металла шва против кристаллизационных трещин при сварке низколегированных сталей несколько ниже, чем низкоуглеродистых, в связи с усилением отрицательного влияния углерода некоторыми легирующими элементами, например кремнием. Повышение стойкости против образования трещин достигается снижением содержания в шве углерода, серы и некоторых других элементов за счет применения сварочной проволоки с пониженным содержанием указанных элементов, а также выбором соответствующей технологии сварки (последовательность выполнения швов, обеспечение благоприятной формы провара) и рациональной конструкции изделия.
|
