Кузнечно-штамповочное оборудованиеГоризонтально-ковочные машины
Горизонтально-ковочные машины предназначены для штамповки поковок типа стержень с головкой, высаживаемой в торец, и поковок с поднутрениями в одной или двух взаимно перпендикулярных плоскостях. Особенности штамповки таких поковок обусловливают особенности устройства штампов. Штампы ГКМ в отличие от молотовых и прессовых должны иметь разъемы в двух взаимно перпендикулярных плоскостях: во-первых, главный разъем по плоскости смыкания подвижных частей рабочего инструмента (пуансоны, прошивни), закрепленных на главном (высадочном) ползуне и передающих активную нагрузку от привода, и, во-вторых, разъем по плоскости смыкания подвижной и неподвижной половин матрицы.
Смыкание с образованием рабочих полостей ручьев и раскрытие матрицы осуществляются при помощи целевого механизма зажима, на конечном звене которого - зажимном ползуне - закреплена подвижная половина матрицы; неподвижная половина матрицы находится в гнезде станины ГКМ.
Учитывая, что штамповка происходит в условиях ограниченного течения металла, когда для четкого оформления конфигурации поковки не требуется создания подпора в виде развернутого заусенца, поглощающего избыток металла, в штамп ГКМ должна быть задана заготовка с объемом, точно соответствующим объему полости ручья. Это тем более важно, что штамповку на ГКМ для повышения производительности труда часто ведут не от мерной заготовки, а от прутка, рассчитанного на несколько поковок. Для того чтобы точно установить длину заданной заготовки, в машине предусмотрен специальный ограничитель подачи - передний или задний упор.
У большинства ГКМ современных моделей в качестве главного исполнительного применяют дезаксиальный кривошипно-ползунный механизм. Не обладая особыми кинематическими свойствами по сравнению с аксиальным механизмом, применяющимся у машин малых размеров, он способствует лучшему направлению главного ползуна. В редких случаях главный исполнительный механизм выполняют в виде кривошипно-кулисного механизма с прямой кулисой. Достоинство этой схемы - жесткое направление ползуна, являющегося корпусом кулисы. Вместе с тем изготовление и ремонт машины при этом усложняются.
Горизонтально-ковочные машины с вертикальным разъемом матриц. В машинах с вертикальным разъемом матриц применяют следующие кинематические
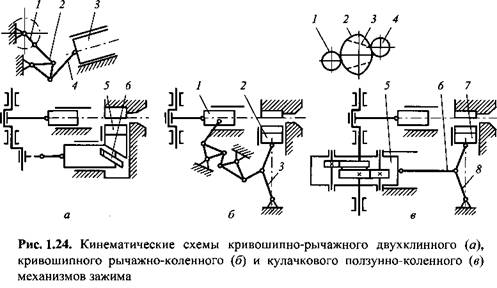
схемы механизмов зажима: кривошипно-рычажные двухклинные, кривошипные рычажно-коленные, кулачковые ползунно-коленные.
Механизм зажима первого типа (рис. 1.24, а), компактный по своим габаритным размерам, нашел применение в небольших машинах. Механизм работает следующим образом. Концевой кривошип 1 главного вала за время полного оборота приводит в качательное движение звено 2 и далее при помощи тяги 4 в возвратно-поступательное движение боковой ползун 3, образующий совместно с зажимным 5 клиновую пару. Благодаря этому при движении бокового ползуна вперед зажимный ползун перемещается в направлении смыкания матриц. Для обратного движения зажимного ползуна служит прямоугольный зуб 6, образующий с ним обратную клиновую пару.
В механизме зажима второго типа (рис. 1.24, б) привод зажимного ползуна 2 осуществляется от высадочного ползуна 1 главного механизма через систему качающихся рычагов и колено 3.
Зажимный ползун в машинах, выполненных по двум рассмотренным схемам, в течение рабочего хода фактически не стоит на месте в своем крайнем левом положении: он то приближается к этому положению, то удаляется от него. Подобное явление на производстве называется дыханием зажимного ползуна. При достаточно большом дыхании между матрицами возникает зазор, в который может вытечь металл при высадке с образованием продольного заусенца по длине поковки. Кроме того, вследствие дыхания нарушается правильность сечений полостей ручьев штампа, что приводит к искажению формы поковки, нарушению характера течения металла и к поломкам инструмента.
Десятизвенный механизм, применявшийся в старых моделях машин, имеет двукратное дыхание в течение одного высадочного хода главного ползуна. При этом колено дважды распрямляется вследствие перехода слева направо средним шарниром оси движения зажимного ползуна. Длина перехода достигает 10мм и вызывает образование зазора между матрицами, равного 0,2...0,3 мм, что совершенно недопустимо.
Наиболее высокая точность движения зажимного ползуна в смысле полного выстаивания в крайнем положении в период рабочего хода главного ползуна может быть обеспечена механизмом, в основе которого лежит кинематическая цепь третьего типа (рис. 1.24, в). Особенностью этой цепи является применение кулачков с профилем, удовлетворяющим требованиям заданного закона движения.
Лучшим считается привод зажимного механизма от двух кулачков прямого и обратного ходов. По этому принципу функционируют машины современных моделей, в том числе отечественные средних и больших размеров. Машины с одним кулачком, обеспечивающим прямой и обратный ход, почти не выпускают.
Зажимный механизм в этом случае работает следующим образом. Движение кулачков прямого 2 и обратного 3 ходов, посаженных на главном валу, через ролики прямого 4 и обратного / ходов передается боковому ползуну 5, движущемуся возвратно-поступательно. Боковой ползун через шатун 6 связан с коленом 8. При его ходе вперед происходит распрямление колена и зажимный 7 ползун перемещается в направлении смыкания матриц. При ходе бокового ползуна назад колено ломается и зажимный ползун раскрывает матрицы. Для полного смыкания матриц нет необходимости вытягивать в линию звенья колена. При трении в шарнирах распор будет надежным при тупом угле между осями звеньев колена: это облегчает обратный ход ползуна 7.
ГКМ с вертикальным разъемом матриц, предназначенные для универсальной технологии, представляют собой горизонтальные двухстоечные однокриво-шипные закрытые прессы с открытым приводом. Слева от главного исполнительного механизма расположен привод механизма зажима и собственно зажимный ползун, передвигающийся вдоль фронта станины.

Станины малых и средних машин изготовляют цельнолитыми, а крупных -разъемными из двух отливок (передней и задней с вертикальным разъемом). Обе половины разъемной станины стягивают верхними и нижними продольными болтами или планками. Для увеличения жесткости у средних машин с цельной станиной сверху имеются горизонтальные стяжки. С фронтальной стороны станины сделан вертикальный вырез, обеспечивающий доступ к инструменту. В современных конструкциях ГКМ опоры промежуточного вала вынесены в заднюю часть станины и сделаны открытыми.
К главному исполнительному механизму ГКМ, как и у КГШП, предъявляют повышенные требования по жесткости и точности движения, что и определяет конструкцию его деталей: короткий шатун с постоянной длиной, хоботообразный ползун с двойным направлением и массивный одноколенчатый (реже эксцентриковый) вал.
Привод машин осуществляется от электродвигателя, установленного на специальном кронштейне станины, через одноступенчатую передачу у быстроходных малых или двухступенчатую передачу у средних и крупных машин.
Современные модели машин всех размеров оборудуют пневматическими дисковыми муфтами и ленточными тормозами, установленными, как правило, на приемном валу. В мощных машинах муфту и тормоз располагают на главном валу. Это улучшает приработку зубчатых колес и облегчает условия работы муфты при пуске и тормоза при остановке, но приводит к увеличению ее размеров.
Особое место в системе ГКМ занимают устройства предохранения от перегрузки по зажимному ползуну. Перегрузка может возникать вследствие неправильной, случайной установки прутка между плоскостями матриц. В этом случае жесткая кинематическая связь в приводе зажимного ползуна требует, чтобы матрицы сомкнулись, чему однако препятствует пруток между матрицами. Если не предусмотреть специального предохранительного устройства в системе зажима, то возможна поломка машины.
Зажимный механизм и его предохранитель работают следующим образом (рис. 1.25). Когда пруток вставлен и правильно зажат, вся левая часть
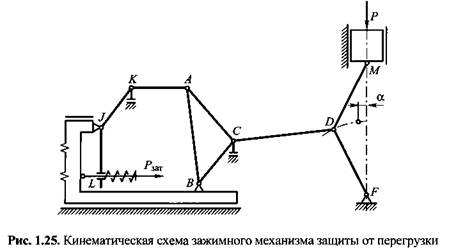
 . Если сила зажима превысит расчетную, должна сработать вся система предохранения. . Если сила зажима превысит расчетную, должна сработать вся система предохранения.
 должна быть настолько большой, чтобы предупредить выталкивание прутка из матрицы при высадке: должна быть настолько большой, чтобы предупредить выталкивание прутка из матрицы при высадке:

На эту нагрузку рассчитывают всю рычажную систему предохранительного устройства, за исключением звеньев DM и DF. Последние два звена воспринимают полную силу распора.
Горизонтально-ковочные машины с горизонтальным разъемом матриц.

Значительный интерес представляют машины с горизонтальным разъемом матриц, на которых заготовка перемещается из ручья в ручей в горизонтальной плоскости, что не только облегчает условия труда, но и позволяет применять широкую механизацию и автоматизацию технологических процессов. Главный исполнительный механизм этих машин - кривошипно-ползунный с высадочным ползуном, передвигающимся в горизонтальной плоскости. Зажимный ползун совершает качательное или возвратно-поступательное движение в вертикальной плоскости.
В кинематической схеме зажимного механизма первого типа верхняя траверса 2, предназначенная для клещевого зажима заготовки, представляет собой рычаг II рода, шарнирно укрепленный на станине (рис. 1.26). Качание траверсы осуществляется при помощи коленно-рычажного механизма 1 с приводом от третьей точки главного шатуна 3. Сила распора в период рабочего хода воспринимается массивной стяжкой коленно-рычажной пары. Хотя в процессе зажима при высадке на машинах этого типа имеет место дыхание, доступность штампов перекрывает этот недостаток благодаря широким возможностям механизации и автоматизации.
Кинематическая цепь зажимного механизма второго типа подобна цепи кулачкового ползунно-коленного механизма у обычных машин, но в машинах с горизонтальным разъемом матриц он расположен над главным механизмом. Кулачки прямого и обратного хода посажены на самостоятельном распределительном валу, получающем движение от главного привода через зубчатую пару, передаточное число которой и = 1. Движение кулачков через ролики сообщается верхнему ползуну, а от него колену. При распрямлении колена зажимный ползун движется вниз и смыкает матрицы, если колено ломается, зажимный ползун поднимается вверх и раскрывает матрицы.
|
