Технология электрической сваркиПредотвращение и снижение сварочных напряжений и деформаций
Величина и характер сварочных напряжений и деформаций определяются рядом факторов. Рассмотрим влияние некоторых из них.
Вид и способ сварки. Значительное влияние на величину сварочных деформаций оказывает степень концентрации теплоты. Высокая концентрация теплоты способствует сужению зоны, подвергающейся пластическим деформациям, и уменьшению деформаций конструкций. Это подтверждается опытом применения автоматической сварки под флюсом.
При практически одной и той же погонной энергии сварка под флюсом благодаря большей скорости перемещения дуги (изотермы вытянуты и сдвинуты в область, уже пройденную дугой) вызывает меньшие остаточные деформации, чем ручная дуговая сварка. Снизить величины остаточных деформаций можно также, заменив ручную дуговую сварку покрытыми электродами автоматической или полуавтоматической сваркой в углекислом газе, аргоне, порошковой проволокой или активированной проволокой без дополнительной защиты. Применение полуавтоматической сварки в углекислом газе позволило упростить технологию изготовления ряда тонколистовых конструкций (кузова тепловозов, электровозов и пр.) и сократить расходы на последующую правку.
Влияние конфигурации шва. От конфигурации шва в известной мере зависят величина и характер остаточных деформаций. При прочих равных условиях Х-образная подготовка кромок благодаря симметричному расположению шва относительно нейтральной оси вызывает меньшую угловую деформацию, чем V-образная. С целью уменьшения деформаций в некоторых случаях целесообразно применять двустороннюю сварку. При сварке под
флюсом меньшие деформации происходят в соединениях без скоса кромок. В случае электрошлакового процесса, где сама техника выполнения сварки предопределяет симметричное расположение шва относительно нейтральной оси, угловые деформации весьма невелики. Эффективной мерой уменьшения деформаций является уменьшение сечения шва за счет применения сварочных материалов, обеспечивающих более высокую прочность металла шва. Как показали исследования, при сварке соединения с угловыми швами сечение может быть уменьшено до 40%.
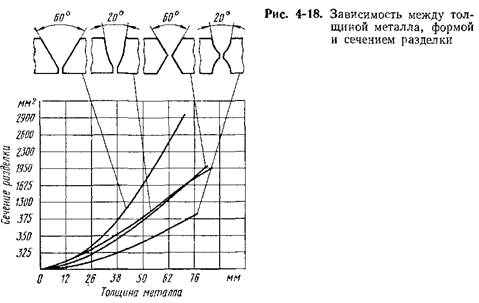
Режим сварки. Величина и характер сварочных напряжений и остаточных деформаций находятся в прямой зависимости от погонной энергии сварки, которая определяется режимом сварки и зависит от сечения шва или слоя. Увеличение сечения шва или слоя приводит к заметному росту величины остаточной деформации. Для обеспечения минимальной деформации сварной конструкции следует назначать наименьшие (допустимые из условий прочности конструкции) сечения швов и не допускать их увеличения в процессе изготовления конструкции. В отношении уменьшения сечения шва наиболее рациональной является двусторонняя рюмкообразная разделка (рис. 4-18). На зависимости между величиной остаточной деформации и режимом сварки (погонной энергией) основан расчетный метод определения остаточных деформаций.
Порядок сварки и закрепление свариваемых деталей. На величину возникающих при сварке остаточных деформаций и напряжений существенно влияет порядок наложения шва по его длине и сечению. Наибольшие остаточные деформации образуются при сварке на проход, т. е. при наложении шва от начало до конца без длительных перерывов. При ручной сварке для уменьшения величины деформации швы накладывают от середины к концам, Этот метод эффективен при выполнении шва двумя сварщиками. При правильном выборе длыш ступени обратноступенчатая сварка (см. гл. 5) резко уменьшает величину напряжений и деформаций. При этом способе шов следует разбивать на участки таким образом, чтобы к началу сварки последующего участка темпера-
тура металла составляла 200—300° С. При однослойной сварке это условие обеспечивается, если длина ступени равна участку, образованному за счет расплавления одного электрода (при сечении шва, равном 1,2 сечения стержня электрода). Уменьшение деформаций и напряжений при обратноступенчатой сварке связано с тем, что ее выполняют по увеличенному зазору. При охлаждении одновременно с уменьшением ширины шва уменьшается и предварительно расширенный зазор, что способствует уменьшению реактивных напряжений и деформаций.
Для уменьшения величины остаточных напряжений и деформаций при сварке многопроходных швов применяют каскадный метод сварки (см. гл. 5). Существенное влияние на величину напряжений и остаточных деформаций оказывает направление сварки отдельных швов. Эффективной мерой снижения остаточных деформаций является закрепление свариваемых деталей в специальных приспособлениях-кондукторах.
|
