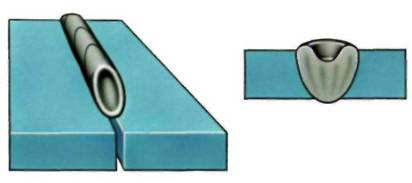
Дефекты сварных швов и соединенийУсадочная раковина (202; R )
ПОЛОСТЬ, образующаяся вследствие усадки металла во время затвердевания
Допустимо в конструкциях неответственного назначения
Не допустимо в ответственных конструкциях, поднадзорных органам технического надзора
Внешние признаки: Дефект виден невооруженным глазом или через лупу небольшого (2-4х) увеличения при визуальном контроле.
Процесс возникновения:
Под действием дуги зеркало сварочной ванны деформируется, приобретая вогнутый вид. При внезапном обрыве дуги оно не успевает спрямиться и затвердевает в форме впадины.
Причины возникновения
внезапный обрыв сварочной дуги;
некачественная заварка кратера.
Способы предепреждения
Перед сваркой:
отсутствуют.
Во время сварки:
при сварке длинными швами выполнять перекрытие швов;
по возможности вести сварку без случайных прерываний процесса;
качественно заваривать кратер.
Способ устранения
Удалить усадочную раковину абразивным инструментом и вновь заварить.
|

