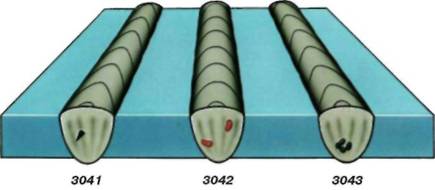
Дефекты сварных швов и соединенийМеталлическое включение (304; H )
ЧАСТИЦА инородного металла в металле сварного шва. Различают частицы: из вольфрама (3041), меди (3042), других металлов (3043)
Допустимо округлое , малых размеров в неответственных конструкциях
Не допустимо в ответственных конструкциях, поднадзорных органам технического надзора
Внешние признаки: отсутствуют, так как дефект находится внутри сварного шва. Обнаруживают методом неразрушающего контроля.
Процесс возникновения:
Тугоплавкие, не успевшие раствориться в сварочной ванне металлические включения, кристаллизуются в металле сварного шва.
Причины возникновения
завышена сила тока;
недостаточная скорость сварки;
слишком остро заточен вольфрамовый электрод;
наличие тугоплавких частиц в основном и присадочном металле.
Способы предепреждения
Перед сваркой:
правильно заточить вольфрамовый электрод;
для вольфрамовых электродов применять тугоплавкие прутки, легированные лантаном.
Во время сварки:
соблюдать оптимальные режимы сварки, в частности, по току;
при аргонодуговой сварке вольфрамовым электродом зажигать дугу при пониженном токе;
вести сварку на постоянном токе обратной полярности или на переменном токе.
Способ устранения
Дефектный участок удалить шлифовальным инструментом и заварить повторно.
|

