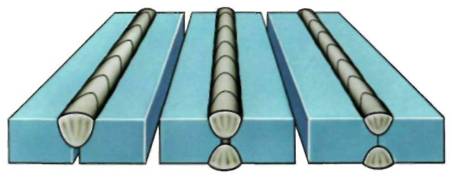
Дефекты сварных швов и соединенийНепровар и полный непровар (402; D )
НЕСПЛОШНОСТЬ по всей длине шва или на его отдельном участке, возникающая из-за неспособности расплавленного металла проникнуть внутрь соединения. Бывает в корне или в сечении шва
Не допустимо , так как является концентратором напряжения, вызывающим развитие трещин
Внешние признаки: отсутствуют, так как дефект находится внутри сварного шва. Обнаруживают методом неразру-шающего контроля.
Процесс возникновения:
Сварочная дуга не может расплавить нижнюю кромку разделки и сформировать шов с ее участием. Расплавленный металл не проникает к корню соединения.
Причины возникновения
плохая зачистка свариваемых кромок;
недостаточная сила тока;
завышенная скорость сварки;
низкая квалификация сварщика;
неудобное пространственное положение шва.
Способы предепреждения
Перед сваркой:
правильно выбрать вид разделки кромок;
собрать кромки с соблюдением их геометрических размеров;
использовать кантователи для удобного расположения шва.
Во время сварки:
строго соблюдать режимы сварки, в частности, по сварочному току;
вести сварку на короткой дуге;
вести сварку в нижнем положении и в положении в лодочку.
Способ устранения
Если непровар доступен для повторной заварки, то корень шва в месте дефекта вычищают и заваривают повторно.
|

