Дефекты сварных швов и соединенийПодрез непрерывный протяженный (5011; F )
ПРОДОЛЬНОЕ УГЛУБЛЕНИЕ на наружной поверхности валика сварного шва
Не допустимо , так как уменьшает поперечное сечение в месте перехода от шва к основному металлу и является концентратором напряжения
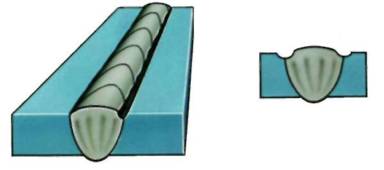
Внешние признаки: углубление на протяжении всего шва по линии сплавления металла шва с основным металлом.
Процесс возникновения: Жидкий металл сварочной ванны вытесняется в ее центральную часть. Высокая скорость кристаллизации и низкая смачиваемость препятствуют растеканию металла в границах расплавления.
Причины возникновения
сварка при повышенном напряжении на дуге;
чрезмерная скорость сварки;
неточное ведение электрода по оси стыка;
неудобное пространственное положение шва;
недостаточная смачиваемость металла шва.
Способы предепреждения
Перед сваркой:
улучшить смачиваемость за счет предварительного подогрева;
выбрать оптимальный режим сварки;
использовать приспособления для ориентации соединений в удобном для сварщика положении.
Во время сварки:
вести сварку короткой дугой с оптимальной скоростью;
сваривать угловые швы в положении в лодочку;
использовать сварочные материалы с высокой смачиваемостью .
Способ устранения
Место подреза зачищают и подваривают шов.
|

