Дефекты сварных швов и соединенийНеправильный профиль сварного шва (505)
УГОЛ а между поверхностью основного металла и плоскостью, касательной к поверхности сварного шва, меньше установленного значения
ДОПУСТИМ на неответственных конструкциях |
НЕДОПУСТИМ на конструкциях, работающих при сложных нагружениях , т.к. место перехода от наплавленного металла к основному является концентратором напряжения
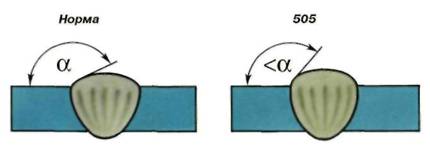
Внешние признаки: угол сопряжения а между основным металлом и металлом шва - менее 160°. Его определяют при измерительном контроле.
Процесс возникновения:
При формировании шва под действием давления дуги жидкий металл центральной части сварочной ванны вспучивается и после кристаллизации образует выпуклость.
Причины возникновения
малая скорость сварки;
сварка углом назад металла малой толщины;
плохая жидкотекучесть металла сварочной ванны;
неправильная геометрия шва;
высокое поверхностное натяжение
расплавленного металла или межфазного натяжения на границе со шлаком:
низкая квалификация сварщика.
Способы предепреждения
Перед сваркой:
тщательно подготовить кромки под сварку;
собрать стык согласно требованиям технологической карты;
выбрать оптимальную технику сварки.
Во время сварки:
вести сварку на оптимальных режимах;
вести сварку в удобном пространственном положении.
Способ устранения
Чрезмерную выпуклость удалить шлифовальным инструментом.
|

