Дефекты сварных швов и соединенийРаздельные трещины (105; Е)
Группа трещин, которые могут находиться в металле сварного шва (1051), в зоне термического влияния (1053), в основном металле (1054)
I Недопустимы, так как при действии рабочих нагрузок I являются очагом развития разрушения конструкции
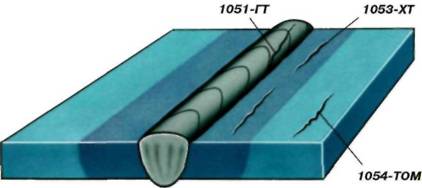
Внешние признаки: горячие трещины (1051) имеют на изломе желтовато-оранжевый оттенок: холодные трещины (1053) - чистый, блестящий вид кристаллов; трещины в основном металле (1054) - цвет металла.
Дефект виден невооруженным глазом или через лупу небольшого (2-4х) увеличения при визуальном контроле.
Процесс возникновения:
горячие трещины образуются в результате силового воздействия сварочных напряжений по границам кристаллов, омываемых легкоплавкими эвтектиками:
холодные трещины образуются в результате разрыва хрупких кристаллов в зоне термического влияния под действием сварочных напряжений;
трещины в основном металле образуются как дефекты изготовления металла.
Причины возникновения
горячие трещины (1051) возникают в металле шва под действием растягивающих сварочных напряжений, когда металл шва находится в твердо-жидком состоянии;
холодные трещины (1053) возникают в твердом металле околошовной зоны, где образуются хрупкие закалочные структуры, разрушающиеся под действием продольных и поперечных сварочных напряжений;
трещины в основном металле (1054) образуются под действием термического цикла сварки.
Способы предепреждения
Перед сваркой:
применять металлы и сварочные материалы с пониженным содержанием серы, фосфора, углерода;
использовать технологические процессы сварки, обеспечивающие минимальный уровень сварочных напряжений;
применять кондукторы и прижимные приспособления, снижающие уровень сварочных напряжений.
Во время сварки:
применять способы и приемы, снижающие остаточные сварочные напряжения:
формировать сварной шов оптимальных размеров;
применять режимы сварки, обеспечивающие уменьшение размеров кристаллов и деформацию сварного соединения.
После сварки:
дать остыть металлу сварных швов конструкции, не вынимая ее из сборочного приспособления.
Способ устранения Место образования трещины удалить шлифовальным инструментом. Образовавшуюся полость заварить заново.
Горячие трещины возникают чаще всего при сварке высоколегированных сталей аустенитного класса, алюминиевых, алюминиево-магниевых, титановых и никелевых сплавов. Чтобы снизить вероятность образования таких трещин, следует сваривать (с низкими значениями погонной энергии) металлы, содержащие минимальное количество вредных примесей и имеющие мелкозернистую структуру. Холодные трещины образуются, главным образом, при сварке среднелегированных сталей перлитного и мартенситного классов. Для предотвращения холодных трещин не следует, где это возможно, жестко закреплять свариваемые элементы, сохраняя их податливость при сварке.
Внутренние трещины в сварных соединениях лучше всего выявляются при ультразвуковом контроле.
|

