Технология электрической сварки металлов и сплавов плавлениемФормирующие ползуны
Ползуны служат для удержания шлаковой и металлической ванны до затвердевания последней. Они представляют собой медные, охлаждаемые водой пластины, передвигающиеся вдоль изделия по мере образования шва. В ряде случаев, например при сварке алюминия, применяются графитовые и даже железные ползуны.
Размеры и конфигурация ползунов (рис. 8-56) зависят от типов швов, состояния кромок, качества сборки и теплосодержания ванны. При сварке тонкого металла и при хорошем качестве сборки стыка применяют жесткие ползуны (а, е, ж). При перекосе кромок или превышении одной кромки над другой предпочтительны гибкие ползуны: шарнирные (б), составные (г) или надрез-
ные (е), где имеется независимый прижим к каждой из кромок Существуют ползуны для угловых (д) и нахлесточных швов или для формирования наплавленного слоя (з, и).
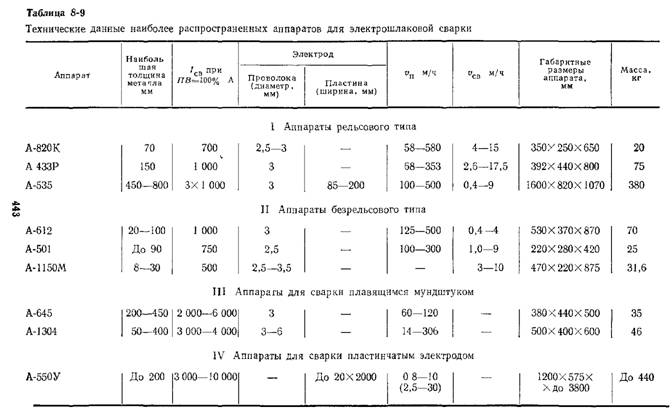
При дуговой сварке вертикальных швов с принудительным формированием, а также при электрошлаковой сварке активных металлов ползуны могут быть снабжены устройствами для газовой защиты. Газ для защиты сварочной ванны подводится через верхний край ползуна. Газовый поток, исключающий подсос воздуха, обеспечивается выбором оптимального направления газовой струи или применением газовых линз. Выбор^типа аппарата для электрошлаковой сварки. Аппараты для электрошлаковой сварки отличаются способом перемещения, числом и типом электродов, наибольшей толщиной свариваемого металла. Аппараты рельсового типа обладают рядом преимуществ, так как дают возможность отказаться от специальных устройств для выхода аппарата в конце шва, создать установки, в которых рельс, а следовательно и аппарат крепятся к несущей конструкции независимо от изделия (что особенно важно при сварке кольцевых швов), создать наибольшее количество комбинаций узлов при сварке различных швов и изделий. В зависимости от толщины металла применяются одно-, двух- и трехэлектродные аппараты. При сварке металла толщиной до 100 мм можно обойтись без ряда сложных механизмов, свойственных универсальным аппаратам тяжелого типа. Поскольку наиболее длинные швы встречаются при сварке металла сравнительно небольшой толщины (до 100 мм), для сварки таких изделий целесообразно применять безрельсовые аппараты, перемещающиеся непосредственно по изделию, копируя его при сварке. При этом возможна сварка швов практически любой длины (табл. 8-9).
Аппарат для сварки плавящимся мундштуком содержит только механизм подачи электродов / и устройство подвода тока к мундштуку (рис 8-57). Он снабжен стурбциной 2 для закрепления его на свариваемом изделии. Кроме того, в состав аппарата входят токоподвод 3, пульт управления 4 и катушки для проволоки.
Механизм подачи позволяет подавать по каналам плавящегося мундштука одну—четыре проволоки Для точной установки мундштука относительно зазора между кромками струбцина 2 обеспечивает аппарату пять степеней свободы. Струбцина электрически изолирована ог аппарата.
Аппарат можно подвешивать над свариваемым изделием или закреплять на консольной или портальной стационарной установке.
|

