Технология электрической сварки металлов и сплавов плавлениемСпособы сварки серого чугуна
При сварке чугуна, ремонте и восстановлении отливок и чугунных деталей к качеству соединения могут предъявляться самые разнообразные требования —
от декоративной заварки наружных дефектов до получения сварных соединений, равнопрочных с основным металлом. Для серого чугуна, материала с плохой свариваемостью, естественно, невозможно найти универсальный способ сварки, дающий во всех случаях хорошие результаты. Это и обусловило появление большого количества электродов и способов сварки чугуна. Достижения в области сварки чугуна достаточно широко освещены как в советской, так и в зарубежной литературе.
В зависимости от применяемых сварочных материалов различают: 1) способы сварки, обеспечивающие получение в наплавленном металле чугуна; 2) способы сварки, обеспечивающие получение в наплавленном металле стали или железных сплавов с высоким содержанием цветных металлов (меди, никеля и др ). Способы сварки, входящие в каждую из указанных групп, могут быть классифицированы и по другим признакам, например ручная сварка и сварка механизированная; сварка с высоким предварительным подогревом (горячая сварка), с небольшим подогревом (не выше 300—400° С) и без предварительного подогрева (холодная сварка).
Способы сварки, обеспечивающие получение в наплавленном металле чугуна. При этих способах сварки чугуна необходимо обеспечить не только заданный состав наплавленного металла, но и определенную скорость охлаждения с тем, чтобы избежать образования в металле шва закалочных структур и появления трещин. Поэтому сварку чугунными электродами производят в большинстве случаев с предварительным подогревом изделий. Одним из наиболее распространенных способов сварки, при котором обеспечивается получение в наплавленном металле чугуна, является горячая сварка. Это самый старый способ сварки чугуна, принципиальные основы которого были заложены еще Н. Г. Славяновым.
Горячая сварка чугуна. Изделие подогревается до температуры 600—700° С. Дуговую или газовую сварку производят чугунными электродами. По окончании сварки изделие медленно охлаждают со скоростью не более 50—100° С/ч.
Развитие горячей сварки шло в направлении разработки оптимального состава чугунных электродов, увеличения производительности процесса, совершенствования техники сварки и нагрева. Отличительной чертой горячей дуговой сварки на современном этапе ее развития является применение электродов больших диаметров (12—14 мм) и повышенного сварочного тока (1200—1300 А). Сварку ведут при наличии большой жидкой ванны, что обеспечивает хорошие условия для удаления из расплава газов и неметаллических включений. Производительность сварки на передовых заводах достигает 8—10 кг/ч наплавленного металла. Дуговую горячую сварку применяют преимущественно при исправлении дефектов крупных размеров (площадью свыше 100 см2) на необработанном или не полностью обработанном литье.
Газовая сварка уступает по производительности дуговой, однако в ряде случаев, особенно при ремонте дефектов сравнительно небольших размеров (до 100 см2), применение ее оказывается более целесообразным. Газовой сваркой обычно исправляются дефекты сложных тонкостенных отливок, например блоков автомобильных моторов. В зарубежной практике чаще отдают предпочтение газовой сварке.
Основными недостатками сварки с предварительным подогревом, особенно с высокотемпературным, являются большая трудоемкость и тяжелые условия труда сварщиков. Однако высокое качество металла делает горячую сварку в ряде случаев единственно возможным способом исправления дефектов. Поэтому вопрос механизации этого процесса имеет важное значение.
Низкотемпературная сварка-пайка чугунной присадкой. Этот процесс появился сравнительно недавно, но уже получил распространение. Расплавляется только присадочный пруток и флюс, основной же металл не доводится до плавления. Подготовленная под сварку поверхность подогревается пламенем газовой горелки до 800—850° С, причем индикатором температуры служит флюс,
Расплавленный присаДочный материал (чугун определенного состава) не образует жидкой ванны, наплавка осуществляется отдельными каплями. Способ целесообразно применять для заварки некоторых дефектов, например мелких дефектов на обработанных поверхностях. Недостатками способа являются довольно сложная техника сварки и низкая производительность.
Известны также и другие способы сварки, обеспечивающие в наплавленном металле получение чугуна, как, например, способ сварки чугунными электродами по слою гранулированной шихты, сварка электродами с графитизирующим покрытием и некоторые другие. Однако эти способы не нашли широкого применения из-за сложной техники и нестабильности качества сварки.
Механизированная сварка чугуна порошковой проволокой. В последнее время все чаще при ремонте дефектов отливок предъявляется требование однородности наплавленного металла с основным. Это требование становится особенно актуальным в связи с быстрым развитием химического машиностроения.
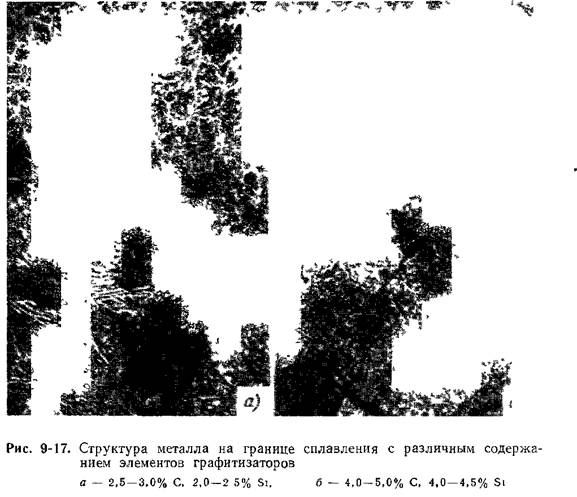
Существующие способы ручной дуговой сварки чугуна чугуном часто не могут быть применены, поскольку не обеспечивают требуемого качества и имеют низкую производительность. При разработке нового способа сварки, отвечающего современным требованиям, было установлено, что изменяя состав металла шва, можно избежать образования ледебурита не только в шве, но и на границе сплавления, где тонкий слой жидкого металла не участвует в конвективном перемешивании. Например, если скорость охлаждения металла в интервале температур 1200—1000° С составляет примерно 25° С/с, достаточно иметь в шве 4,5—5% С и 4—4,5% Si, чтобы ледебурит на границе сплавления не появился. Для предотвращения образования мартенсита в сварных соединениях достаточно обеспечить охлаждение металла околошовной зоны со скоростью менее 3,5—4° С/с.
Забиваем Сайты В ТОП КУВАЛДОЙ - Уникальные возможности от SeoHammer
Каждая ссылка анализируется по трем пакетам оценки: SEO, Трафик и SMM.
SeoHammer делает продвижение сайта прозрачным и простым занятием.
Ссылки, вечные ссылки, статьи, упоминания, пресс-релизы - используйте по максимуму потенциал SeoHammer для продвижения вашего сайта.
Что умеет делать SeoHammer
— Продвижение в один клик, интеллектуальный подбор запросов, покупка самых лучших ссылок с высокой степенью качества у лучших бирж ссылок.
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз,
а первые результаты появляются уже в течение первых 7 дней.
Зарегистрироваться и Начать продвижение
В результате исследований намечен состав наплавленного металла, обеспечивающего отсутствие отбела при сварке как без предварительного подогрева, так и с подогревом. Разработаны составы порошковых проволок, которые позволили не только получить требуемый состав наплавленного металла, но и механизировать процесс сварки. Наплавляемый металл близок по структуре и свойствам к основному металлу. В большинстве случаев дополнительной защиты зоны дуги не требуется.
В настоящее время в промышленности применяют порошковые проволоки марок ППЧ-1, ППЧ-2 и ППЧ-3 соответственно для сварки без предварительного подогрева, с подогревом до температуры 300—400° С и для горячей сварки. Механизированная сварка чугуна порошковой проволокой высокопроизводительна. При наиболее распространенных режимах (скорость подачи проволоки 150—250 м/ч, сила тока 350—450 А, напряжение дуги 32—36 В) наплавляется 4—8 кг металла в 1 ч. При горячей сварке (скорость подачи 450—500 м/ч, сила тока 600—700 А, напряжение дуги 35—37 Ё) производительность Возрастает до 15—20 кг/ч наплавленного металла.
Механизированный способ сварки и наплавки чугуна порошковыми проволоками, особенно марок ППЧ-2 и ППЧ-3, нашел широкое применение в машиностроительной и металлургической промышленности. Проволокой ППЧ-2 исправляют дефекты литья с местным или общим подогревом. С помощью этой проволоки заваривают раковины больших размеров, недоливы, сквозные отверстия в толстостенных отливках — станинах, корпусах турбин, шпиндельных барабанах станков и других деталях. Наиболее широкое применение проволока ППЧ-2 нашла в металлургической промышленности при восстановлении чугунных сменных деталей сталеразливочного оборудования (изложниц, поддонов и др.)- Проволока ППЧ-3 применяется в станкостроении при горячей заварке раковин станин тяжелых станков и других крупных отливок.
Порошковые проволоки для сварки чугуна имеют сравнительно невысокую стоимость, так как в их состав входят недорогие и недефицитные компоненты. Это обстоятельство, в сочетании с высокой производительностью, обеспечивает низкую стоимость наплавленного металла.
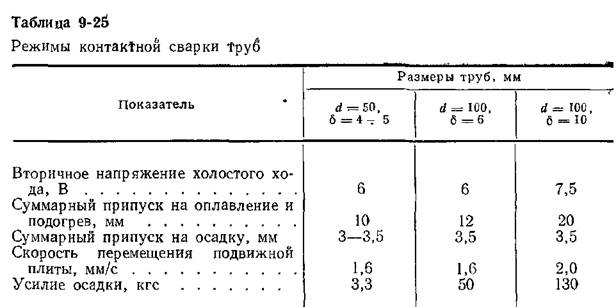
Контактная сварка. Сварка разработана главным образом для соединения чугунных труб и выполняется с оплавлением и предварительным подогревом концов труб с целью предупреждения образования закалочных структур. Структура исходного чугуна оказывает влияние на качество сварки. Удовлетворительные результаты получаются при сварке изделий из чугуна с мелким графитом, например труб центробежной отливки. По качеству сварные соединения не уступают основному металлу. В зоне сварного соединения в ряде случаев не обнаруживается структурно свободный цементит, тогда как до сварки в металле труб он встречается в значительных количествах. Сварные соединения получаются достаточно плотными. Разработаны режимы сварки труб различного диаметра (табл. 9-25). Изготовлены и успешно внедрены на заводах специализированные установки для контактной сварки чугунных труб.
Электрошлаковая сварка. Способ характеризуется применением таких режимов, при которых скорость охлаждения наплавленного металла значительно меньше, чем при дуговой сварке. Отмеченное обстоятельство позволяет успешно использовать этот способ для сварки чугуна. При этом можно обеспечить сварное соединение с хорошей обрабатываемостью и высокими механическими свойствами без предварительного подогрева изделия. В качестве электродов используют пластины и стержни различных размеров, близкие по составу к основному металлу или имеющие несколько повышенное по сравнению с ним содержание элементов графитизаторов. Сварку можно также выполнять не-плавящимся электродом, при этом в качестве присадки используют
чугунные прутки, стружку и т. д. Может применяться комбинированный способ электрошлаковой сварки: начинают процесс с помощью графитовых электродов, а затем с помощью чугунных прутков или пластин сварку продолжают до полной заварки детали.
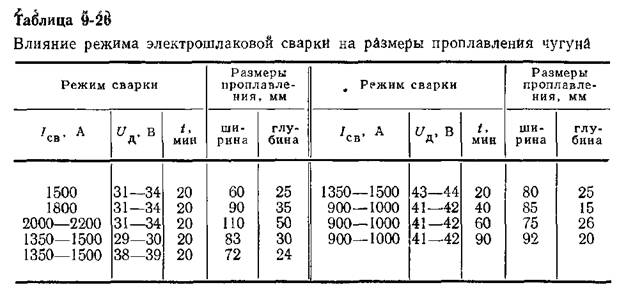
Режимы электрошлаковой сварки толстостенных чугунных деталей и режимы заварки дефектов на чугунных отливках выбирают в зависимости от толщины свариваемых заготовок или общих размеров отливок. Так, для электрошлаковой сварки чугунных плит толщиной 100 мм в качестве электродов используют чугунные пластины того же состава, что и основной металл. Рекомендуемый режим сварки: сила тока 600—900 А, скорость подачи электрода 1,8 м/ч, напряжение сварки 36—38 В, зазор между кромками 40—43 мм, сечение пластины 100x18 мм. Форма и размер пропла-вления при электрошлаковой заварке дефектов определяются параметрами режима сварки, в основном силой сварочного тока. Напряжение сварки и длительность предварительного нагрева (t, мин) при массивных деталях мало влияют на ширину и глубину проплавления (табл. 9-26).
В зависимости от размеров дефектов и толщины отливки режим заварки может изменяться в широких пределах.
Несмотря на ряд преимуществ способа электрошлаковой сварки, он не получил широкого применения в промышленности для ремонта и восстановления чугунных деталей. Это объясняется значительной трудоемкостью подготовительных работ, использованием источников питания большой мощности и большим расходом электроэнергии. Совершенствование этого способа в дальнейшем расширит область его применения.
Из всех способов сварки чугуна, дающих в наплавленном металле чугун, наиболее универсальным и обеспечивающим высокое качество сварочных работ является горячая механизированная сварка порошковой проволокой. Широкое применение нашла
механизированная сварка порошковой проволокой с предварительным подогревом деталей до температуры 300—350° С Для заварки мелких дефектов перспективным способом является сварка-пайка чугунной присадкой.
Способы сварки, обеспечивающие получение в наплавленном металле стали или железного сплава с высоким содержанием цветных металлов. На протяжении ряда лет ведутся работы по изысканию составов электродов, позволяющих значительно снизить или устранить предварительный подогрев чугунных изделий перед сваркой. Стремятся получить весьма пластичный наплавленный металл, который к тому же не подвергался бы закалке при любых свойственных сварке скоростях охлаждения. Это достигается, с одной стороны, подбором электродного металла с низкой величиной временного сопротивления и, с другой стороны, уменьшением доли основного металла в шве. Особенно важно с точки зрения уменьшения склонности швов к закалке снижение содержания углерода в наплавленном металле. Поскольку очень трудно избежать расплавления основного металла, в качестве электродного металла чаще всего применяют металлы или сплавы, не растворяющие углерод (электроды на основе меди), растворяющие его без образования карбидов (электроды на основе никеля) или же связывающие углерод в трудно растворимые в твердом металле карбиды (электроды с сильными карбидообразующими элементами)
Сервис онлайн-записи на собственном Telegram-боте
Попробуйте сервис онлайн-записи VisitTime на основе вашего собственного Telegram-бота:
— Разгрузит мастера, специалиста или компанию;
— Позволит гибко управлять расписанием и загрузкой;
— Разошлет оповещения о новых услугах или акциях;
— Позволит принять оплату на карту/кошелек/счет;
— Позволит записываться на групповые и персональные посещения;
— Поможет получить от клиента отзывы о визите к вам;
— Включает в себя сервис чаевых.
Для новых пользователей первый месяц бесплатно.
Зарегистрироваться в сервисе
Для уменьшения доли основного металла в металле шва и снижения величины сварочных остаточных напряжений процесс сварки ведут на очень малых режимах (сила тока 90—120 А при диаметре электрода 3 мм), короткими валиками (40—50 мм), с охлаждением детали после наложения каждого валика до температуры 60—70° С. Часто валики проковывают непосредственно после обрыва дуги. Такая техника сварки обусловливает низкую производительность процесса.
Существует очень много марок электродов, обеспечивающих получение в наплавке стали или сплава железа с цветными металлами. Рассмотрим наиболее характерные группы таких электродов. На практике часто используют электроды не одной группы, а комбинации электродов нескольких групп, что позволяет улучшить результаты сварки.
Стальные электроды без специального покрытия. Это обычные электроды для сварки низкоуглеродистой стали марок УОНИ-13/45, ОММ-5 и др. Сварку указанными электродами производят в тех случаях, когда не требуется последующая механическая обработка, не оговаривается прочность сварного соединения и т. д. В случае ремонта ответственных изделий с целью получения соединения с высокой механической прочностью применяют добавочное крепление стальными ввертышами. При сварке чугуна стальными электродами без специального покрытия требуется особо тщательное соблюдение техники сварки. Процесс сварки стальными электродами трудоемкий, имеет низкую производительность и требует высокой квалификации сварщика. Возможности способа сварки низкоуглеродистыми электродами значительно расширяются в случае применения отжигающих валиков
Стальные электроды с карбидообразующими элементами в покрытии. К наиболее характерным представителям этой группы относятся электроды ЦЧ-4 и СЧС-ТЗ, содержащие в покрытии титан и ванадий. Поступающий в шов из основного металла углерод связывается титаном или ванадием в труднорастворимые в металле мелкодисперсные карбиды и поэтому в дальнейшем не участвует в фазовых превращениях. Если карбидообразующие элементы находятся в избытке по отношению к углероду, структура шва получается ферритной с включениями мелкодисперсных карбидов. Обрабатываемость наплавок в этом случае вполне удовлетворительная, хотя практически очень трудно избежать зоны повышенной твердости по границе сплавления.
Для связывания углерода предпочтительнее использование ванадия, так как титан энергично соединяется с кислородом и азотом и шов сильно загрязняется неметаллическими включениями. Поэтому большее распространение получили электроды ЦЧ-4, имеющие в покрытии феррованадий. Они в основном применяются для сварки высокопрочного чугуна, а также для ремонта небольших дефектов в отливках из серого чугуна площадью не более 100 см2. Сварку электродами ЦЧ-4 нужно производить так, чтобы ванадий в шве был в избытке по отношению к углероду. В противном случае твердость металла шва превышает твердость мартенсита даже при наличии в структуре ванадиевого перлита. Это влечет за собой снижение обрабатываемости и появление трещин.
Электроды на основе никеля. Такие электроды очень широко распространены и в некоторых случаях не имеют равноценного заменителя.
Никель неограниченно растворим в железе, а никелевый аусте-нит может содержать много углерода без образования карбидов и имеет высокую пластичность и низкую твердость Эти особенности никелевого аустенита обусловливают хорошую обрабатываемость сварных соединений чугуна и высокую стойкость швов против образования трещин. Наименьшую склонность к трещинам имеет металл, наплавленный электродами из железо-никелевого сплава, что объясняется его сравнительно низким пределом прочности по сравнению с прочностью чугуна. Все же для полного устранения трещин рекомендуется предварительный подогрев свариваемых изделий до температуры 150—300° С.
При сварке железо-никелевыми электродами близкие к свойствам основного металла механические свойства обеспечиваются только при температуре предварительного подогрева выше 300° С. При меньшем подогреве механические свойства хуже, чем у основного металла. Широкое применение за рубежом получили никелевые электроды с содержанием свыше 90% №. Успешно применяются как в СССР, так и за рубежом медно-никелевые электроды, обычно изготовляемые из монель-металла. Существенным недостатком электродов на основе никеля является их высокая стоимость.
Электроды на основе меди. Медь, как и никель, не образует химических соединений с углеродом. Она практически не растворима в железе. Поэтому при сварке чугуна медными электродами шов получается неоднородным. В медной основе расположены включения высокоуглеродистой железной фазы, часто имеющей мартенситную структуру. Кроме того, по границе сплавления создается зона повышенной твердости вследствие образования ледебурита Поэтому обрабатываемость сварных соединений затруднена. К числу других недостатков следует отнести повышенную склонность к образованию пор, низкую производительность и довольно высокую стоимость электродов.
Медно-стальные электроды различной конструкции получили довольно широкое распространение в основном для ремонта отливок или дефицитных деталей с трещинами. Известны медно-стальные электроды, в которых вместо низкоуглеродистой применена легированная сталь Примером могут служить аустенитно-медные электроды, изготовляемые из стальной проволоки 0Х18Н9 и медной оболочки. Металл, наплавленный этими электродами, обладает меньшей склонностью к образованию пор и трещин, имеет лучшую обрабатываемость
Как видно из изложенного, в настоящее время имеется большое количество электродов, правильное использование которых в каждом конкретном случае позволяет решать многие выдвигаемые практикой задачи.
Механизированная сварка. К способам механизированной сварки и наплавки чугуна относятся дуговая сварка тонкой стальной проволокой в углекислом газе, автоматическая сварка высокопрочного чугуна под керамическим флюсом и некоторые другие. Наиболее широко применяется дуговая сварка в углекислом газе, поскольку позволяет получать небольшой провар основного металла Состав металла шва, структура и свойства сварных соединений зависят от режима и техники сварки, состава электродной проволоки, размеров изделий и т. д Применяя различные режимы и приемы сварки, можно получить наплавленный металл с требуемой структурой от мартенситной до перлитно-ферритной Лучшие результаты обеспечиваются при сварке проволокой 09Г2СА диаметром 1 мм на режиме: сила тока не более 100—120 А, напряжение дуги 18—21 В, скорость сварки до 12 м/ч. Способ нашел применение для соединения труб из серого чугуна (в сантехнике), при ремонте автомобильных и тракторных деталей, не требующих дальнейшей механической обработки, при сварке высокопрочного чугуна и чугуна со сталью.
|

