Технология электрической сварки металлов и сплавов плавлениемСреднелегированные стали и особенности их сварки
Среднелегированной, согласно ГОСТ 5200—50, называется сталь, легированная одним или несколькими элементами при суммарном их содержании 2,5—10%.
Для изготовления сварных конструкций применяют конструкционные (главным образом машиноподелочные) среднелегирован-ные стали и среднелегированные теплоустойчивые стали. Средне-легированные конструкционные стали с содержанием до 0,5% С поставляют в основном по ГОСТ 4543—71 и разделяют на качественные и высококачественные.
Среднелегированные теплоустойчивые стали обычно содержат не более 0,25% С и до 6,0% Сг в качестве обязательного легирующего элемента. Дополнительно сталь может быть легирована молибденом, ванадием, вольфрамом и ниобием. Никелем стали этой группы, как правило, не легируют. Химический состав среднелегированных жаропрочных сталей регламентирован ГОСТ 4543—71 и специальными ТУ.
Главной и общей характеристикой среднелегированных сталей являются механические свойства. Среднелегированные стали обладают временным сопротивлением 60—200 кгс/мм2, что значительно превышает временное сопротивление обычных углеродистых конструкционных сталей.
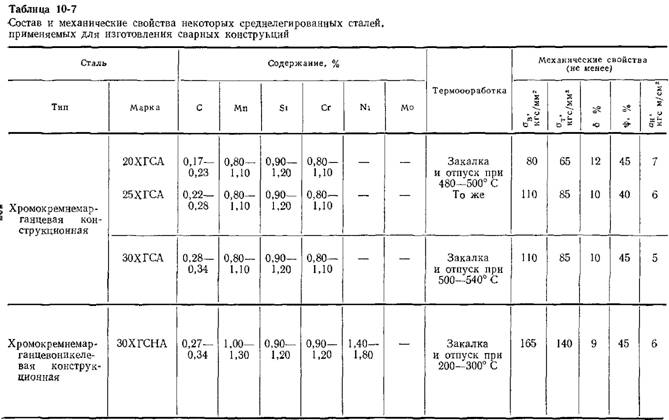
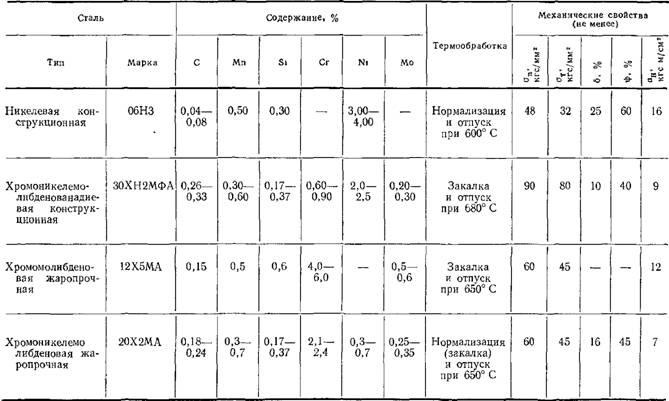
Для современных марок легированных сталей характерно многокомпонентное комплексное легирование (табл. 10-7). Легирование этих сталей только одним элементом применяется весьма редко. Примером современной ^тали, легированной одним элементом, может служить только стать 06НЗ, предназначенная для сварных конструкций, работающих з условиях глубокого холода. Комплексное легирование более экономично и позволяет получить стали с более высоким уровнем механических свойств.
Среднелегированные стали для сварных конструкций в основном относятся к перлитному классу. Однако некоторые стали этой группы, содержащие 5—6% и более легирующих элементов, относятся к мартенситному классу.
Высокие механические свойства среднелегированных сталей достигаются легированием элементами, упрочняющими феррит и повышающими прокаливаемость стали, и надлежащей термообработкой, после которой в полной мере проявляется положительное влияние легирующих элементов. Поэтому среднелегированные стали всегда характеризуются как химическим составом, так и видом термообработки. Среднелегированные стали, предназначенные для изготовления сварных конструкций, как правило, подвергаются улучшению (закалке с последующим высоким отпуском) или закалке и низкому отпуску (см. табл. 10-7).
При высоких прочностных свойствах среднелегированные стали после соответствующей термообработки по пластичности
и вязкости не только не уступают, но в ряде случаев превосходят такой пластичный материал, как низкоуглеродистая сталь Высокие прочностные и пластические свойства среднелегированных сталей обычно сочетаются с высокой стойкостью против перехода в хрупкое состояние, что и определяет их использование для конструкций, работающих в тяжелых условиях, например при ударных или знакопеременных нагрузках, при низких или высоких температурах и давлениях, в агрессивных средах и пр.
Среднелегированные стали используют для создания облегченных высокопрочных конструкций в энергомашиностроении, тяжелом и химическом машиностроении, судостроении, самолетостроении и других отраслях техники. Машины и аппараты из средне-легированных сталей изготовляют с широким применением сварки.
Особенности сварки среднелегированных сталей. В зависимости от типа конструкции и ее назначения к сварным соединениям из среднелегированных сталей предъявляются требования необходимой и достаточной прочности в условиях эксплуатации, плотности, а также некоторые специальные требования (коррозионная стойкость, стойкость против взрывных нагрузок и т. п.). В связи с особыми физико-химическими свойствами среднелегированных сталей выполнение этих требований является достаточно сложной задачей. Восприимчивость среднелегированных сталей к закалке, а также высокий уровень механических свойств обусловливают ряд специфических трудностей, возникающих при их сварке.
Первой трудностью, наблюдающейся при сварке среднелегированных сталей, особенно с повышенным содержанием углерода и легирующих элементов, является предупреждение возникновения холодных трещин в околошовной зоне и в металле шва. Низкая сопротивляемость околошовной зоны среднелегированных сталей образованию холодных трещин определяется особенностями происходящих в них структурных превращений, обусловленных концентрированным местным нагревом металла вплоть до температур плавления, а также резким отличием в некоторых сварных соединениях химического состава металла шва от состава околошовной зоны.
Можно утверждать, что во всех случаях сварки среднелегированных сталей, содержащих свыше 0,15% С, следует предусматривать меры, обеспечивающие повышение стойкости сварных соединений против образования холодных трещин. Из приведенных в табл. 10-7 марок только сталь 06НЗ обладает высокой стойкостью против образования холодных трещин. В сварных соединениях всех остальных марок сталей при тех или иных условиях сварки холодные трещины могут возникать. Вероятность их образования тем больше, чем больше содержится в стали углерода и легирующих элементов, повышающих восприимчивость стали к закалке, и чем больше толщина металла. Задача рационального технологического процесса при сварке среднелетированных сталей сводится прежде всего к тому, чтобы наиболее простыми приемами обеспечить высокую стойкость металла околошовной зоны и металла шва против образования холодных трещин.
Второй трудностью сварки среднелегированных сталей является предупреждение возникновения кристаллизационных трещин в металле шва. Методы предупреждения кристаллизационных трещин при сварке среднелегированных сталей мало отличаются от применяющихся при сварке углеродистых сталей. Для этого снижают содержание в шве серы, углерода и других элементов, уменьшающих стойкость металла шва против образования кристаллизационных трещин, и повышают содержание таких элементов, как марганец, хром и др., увеличивающих стойкость металла шва против образования кристаллизационных трещин.
Забиваем Сайты В ТОП КУВАЛДОЙ - Уникальные возможности от SeoHammer
Каждая ссылка анализируется по трем пакетам оценки: SEO, Трафик и SMM.
SeoHammer делает продвижение сайта прозрачным и простым занятием.
Ссылки, вечные ссылки, статьи, упоминания, пресс-релизы - используйте по максимуму потенциал SeoHammer для продвижения вашего сайта.
Что умеет делать SeoHammer
— Продвижение в один клик, интеллектуальный подбор запросов, покупка самых лучших ссылок с высокой степенью качества у лучших бирж ссылок.
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз,
а первые результаты появляются уже в течение первых 7 дней.
Зарегистрироваться и Начать продвижение
Третья трудность состоит в необходимости получения металла шва, околошовной зоны и сварного соединения в целом с механическими свойствами, равноценными или близкими к свойствам основного металла. Поскольку для повышения стойкости металла шва против образования холодных и кристаллизационных трещин ограничивают содержание в нем углерода и некоторых легирующих элементов, достигнуть равноценности шва с основным металлом в общем случае весьма затруднительно. Литой металл шва в отличие от катаных и кованых заготовок не подвергается обработке давлением — эффективному средству создания благоприятной структуры и повышения механических свойств металла. Термообработка сварного соединения должна быть возможно более простой и одинаковой для основного металла и металла шва.
В ряде случаев возникают серьезные затруднения с обеспечением надлежащих прочностных и пластических свойств металла, околошовной зоны и зоны сплавления. Трудности получения качественной зоны сплавления возникают, например, в случае использования для сварки среднелегированных сталей высоколегированного электродного металла, обеспечивающего получение шва с аустенитной структурой Большая разница по химическому составу между металлом шва и основным металлом при определенных условиях может привести к образованию в зоне сплавления непластичной хрупкой прослойки и обезуглероживанию основного металла в участках, непосредственно примыкающих к границе сплавления.
Большие трудности могут возникнуть при электрошлаковой сварке сталей, склонных к перегреву. Для устранения последствий перегрева в околошовной зоне в таких случаях приходится разрабатывать специальные режимы термообработки, усложняющие изготовление сварной конструкции, или применять менее производительные методы сварки.
Совершенно особые трудности возникают, если сварные соединения среднелегированных сталей вовсе нельзя подвергать термообработке, например сварные соединения судов и других крупных сооружений, а также, если вместо требуемой закалки с последующим отпуском приходится применять только отпуск. В подобных случаях прибегают к ряду особых технологических приемов (см. § 10 5). Для решения этих задач технолог должен правильно выбрать режимы сварки и сварочные материалы.
Из всех перечисленных затруднений, возникающих при сварке среднелегированных сталей, наиболее серьезным и специфичным является предотвращение образования холодных трещин.
|

