Технология электрической сварки металлов и сплавов плавлениемСварка аустенитно-ферритных сталей
Аустенитно-ферритные стали, содержащие менее 8% Ni (0X21H6M2T и др.), и стали типа 13-13 (0Х20Ш4С2) и другие при расплавлении образуют двухфазный аустенитно-ферритный металл. Поэтому при их сварке кристаллизационные трещины не образуются ни в шве, ни в околошовной зоне. При сварке отливок крупного сечения и толстого катаного металла иногда требуется подогрев до температуры 100—150° С во избежание трещин, обусловленных пониженной пластичностью стали.
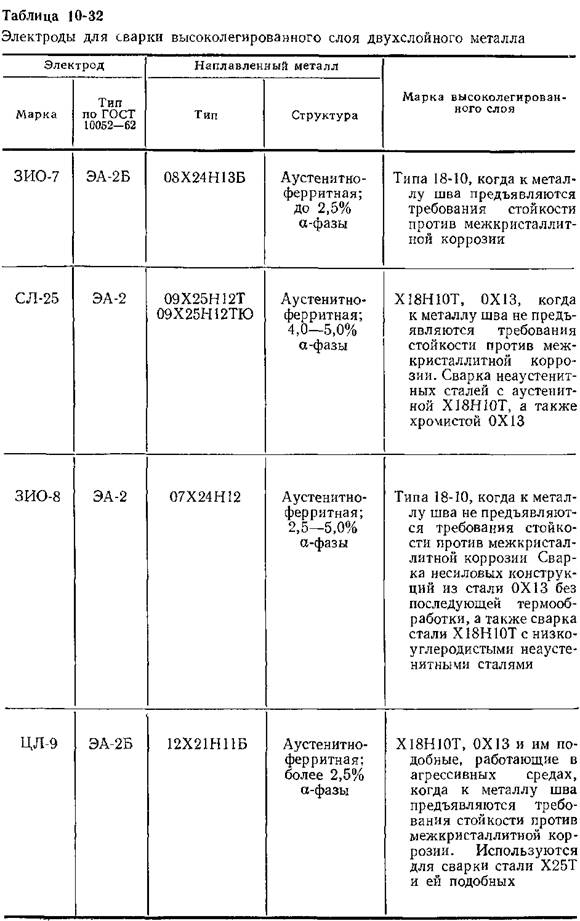
Сварка двухслойных сталей. Двухслойные стали широко применяются в качестве коррозионностойких в химическом и нефтехимическом производстве. Для облицовочного слоя двухслойных сталей применяют аустенитные стали Х18Н10Т, Х18Н12Т, Х17Н13М2Т, Х23Н28МЗДЗТ и другие и хромистые типа 0X13. Основной слой изготовляют из обычных углеродистых сталей
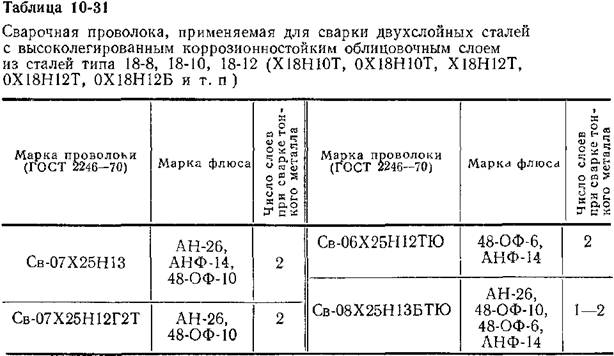
типа ВСтЗ, а также из качественных, например 10, 15ХМ и др. Облицовочный высоколегированный слой обычно расположен внутри корпусной аппаратуры или трубы.
Сварку двухслойных сталей производят раздельно. Основной слой сваривают по обычной для данной конструкционной стали технологии, а коррозионностойкий слой — в один или несколько проходов в зависимости от его толщины (рис. 10-36, табл. 10-31 и 10-32).
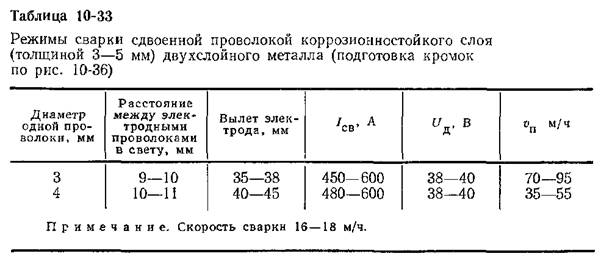
Чтобы обеспечить минимальное разбавление аустенитного и неаустенитного металлов при переходе от основного слоя к облицовочному и наоборот, сварку производят с принятием мер, обеспечивающих наименьшее проплавление нижележащего слоя. К таким мерам относятся, например, сварка сдвоенным (табл. 10-33) или ленточным электродом, сварка на спуск, применение пемзо-видного флюса, сварка постоянным током прямой полярности и др.
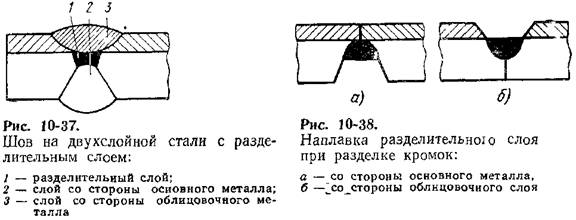
При сварке толстого биметалла с целью предотвращения образования в переходной зоне металла с пониженной пластичностью (например с мартеиситной структурой) практикуется наплавка разделительного слоя (рис. 10-37 и 10-38) проволокой из низкоуглеродистого армко-железа или Св-08 в сочетании с сильно окислительным флюсом, аустенитной проволокой Св-10Х16Н25АМ6 или электродами типа ЭА-ЗМ6.
Аппаратуру из двухслойных сталей обычно термически не обрабатывают. В случае необходимости термообработку выполняют с учетом обеспечения требуемой коррозионной стойкости облицовочного слоя.
|

