Технология электрической сварки металлов и сплавов плавлениемХромовольфрамовые теплостойкие стали типа Н
используют для наплавки деталей, подверженных действию больших давлений и теплосмен. Наплавку осуществляют штучными электродами ИН-1 (тип ЭН-30ХЗВ8-40), сплошной и порошковой проволокой, а также металлокерамической лентой (см. табл. 13-4, 13-7, 13-8, 13-9, 13-11). Наибольшее распространение получила наплавка порошковыми проволоками ПП-ЗХ2В8 и ПП-25Х5ФМС под флюсом АН-20 применительно к восстановлению и упрочнению стальных валков горячей прокатки.
Для предупреждения трещин, снижения внутренних напряжений и получения оптимальной структуры наплавленного металла необходим предварительный подогрев деталей до температуры 350—400° С. Наиболее удобен индукционный нагрев токами промышленной частоты; массивные детали диаметром свыше 650 мм целесообразно медленно нагревать в печи. Режим наплавки: /св - 300—350 A, U„ = 28—30 В, скорость наплавки 36— 42 м/ч, шаг 6—8 мм. После наплавки обеспечивают замедленное охлаждение в утепленном коробе, а для массивных деталей — отпуск при температуре 520—540° С и охлаждение вместе с печью.

Наплавку деталей сложной формы и глубоких внутренних поверхностей выполняют порошковой проволокой с внутренней защитой (ПП-АН130, ПП-2Х4ВЗФ-0 и др.). Наиболее частым дефектом при этом являются поры в наплавленном слое, что связано с несоблюдением режимов наплавки. Наплавка порошковой проволокой с внутренней защитой требует строгого соблюдения рекомендуемых для данной проволоки режимов, особенно заданного напряжения дуги.
При повышении напряжения дуги ухудшаются условия защиты, наплавленный металл обогащается азотом и появляются поры. Проволоке соответствует
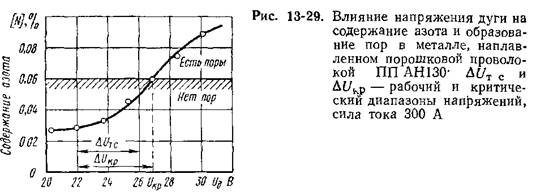
вполне определенный диапазон напряжений, при котором лоры не образуются (Д£/кр). Имеется также диапазон напряжений, при котором реализуются высокие наплавочно-технологические свойства проволоки (Д£/т с): хорошее формирование, минимальное разбрызгивание и т. п. Обычно проволоку разрабатывают так, чтобы диапазоны Д1/кр и Д[/т с примерно совпадали (рис. 13-29). Применяют постоянный ток обратной полярности (250—350 А); источник питания должен иметь жесткую внешнюю характеристику.
|

