Кузнечно-штамповочное оборудованиеПрессы с кривошипно-ползунным механизмом

Аксиальный механизм. Выберем за начальную точку отсчета крайнее (например, правое) положение ползуна (см. рис. 2.2, а). Тогда его ход

Если представить это выражение только как функцию угла поворота ведущего кривошипа а, приняв во внимание, что

то можно получить уравнение, воспроизводящее точное решение для определения хода ползуна:

Для практических расчетов применяют упрощенное уравнение 5 =/(ос), полученное разложением корня в биномиальный ряд:
При энергетических, прочностных и технологических расчетах возникает обратная задача: по известному положению ползуна S определить положение кривошипа, фиксируемого углом его поворота а. Из треугольника ОАВ, образованного контуром механизма (см. рис. 2.2, а), находим

 получаем следующие выражения для скорости и ускорения: получаем следующие выражения для скорости и ускорения:
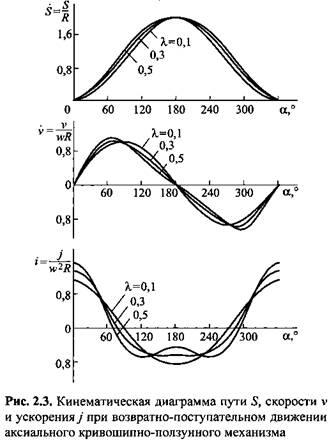
Используя формулы (2.10), (2.12) и (2.13), можно построить кинематические диаграммы пути S, скорости v и ускорения j для одного цикла возвратно-поступательного движения ползуна кривошипно-ползунного механизма (рис. 2.3).
 представляет собой синусоидальную кривую представляет собой синусоидальную кривую
с максимальным отклонением, равным полной длине хода ползуна при повороте ведущего кривошипа от 180° до 0:

 в момент изменения знака ускорения при переходе его значения через нуль: в момент изменения знака ускорения при переходе его значения через нуль:

Учитывая, что косинус изменяется в пределах от -1 до + 1, и применяя биномиальное разложение, находим два значения угла:



 имеет вид имеет вид
 нижняя ветвь графика приобретает двойной излом. Во всех случаях максимальное значение ускорения ползуна наблюдается в крайнем правом (нижнем, переднем) положении при а = 0, когда нижняя ветвь графика приобретает двойной излом. Во всех случаях максимальное значение ускорения ползуна наблюдается в крайнем правом (нижнем, переднем) положении при а = 0, когда

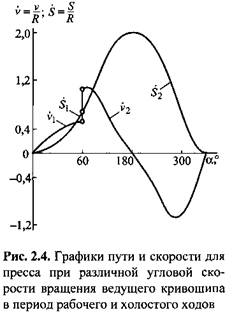
 возрастает на 50 %. Таким образом, только увеличивая скорость движения ползуна в период холостого хода, можно повысить производительность кривошипного пресса. возрастает на 50 %. Таким образом, только увеличивая скорость движения ползуна в период холостого хода, можно повысить производительность кривошипного пресса.
На рис. 2.4 видно, что кинематические свойства пресса улучшаются не только потому, что обеспечивается технологически допустимая скорость в процессе вытяжки, но и само ее изменение не является слишком резким, что создает более благоприятные условия для деформации металла. Вместе с тем производительность пресса при этом повышается на 40 %.
Дезаксиальный механизм. Ход ползуна S, измеряемый расстоянием от его произвольного положения до крайнего (например, правого) (см. рис. 2.2, б), определяем по уравнению
 и упрощения и упрощения

 в дезаксиальном кривошипно-ползунном механизме несколько больше 27? и зависит от геометрических соотношений между звеньями. Однако для реальных механизмов влияние геометрии на изменение хода ползуна крайне незначительно. в дезаксиальном кривошипно-ползунном механизме несколько больше 27? и зависит от геометрических соотношений между звеньями. Однако для реальных механизмов влияние геометрии на изменение хода ползуна крайне незначительно.
Текущие скорость v и ускорение j ползуна в зависимости от угла поворота кривошипа а определяем по формулам

Особенностью дезаксиального механизма по сравнению с аксиальным является незначительное смещение экстремальных и нулевых значений пути, скорости и ускорения, связанное с тем, что крайние положения ползуна достигаются при углах поворота кривошипа, отличных от 0 и 180°:

Дезаксиальный механизм, не имея особых кинематических свойств, способствует лучшему направлению главного ползуна. Это объясняется тем, что сила, действующая по шатуну дезаксиального механизма, в любом его положении в период рабочего хода прижимает ползун к направляющим, тем самым предохраняя его от опрокидывания.

Для определения длины шатуна необходимо задать значение X, при выборе которого следует руководствоваться следующим соображением. Чем больше значение X при заданном полном ходе, тем меньше габаритный размер кривошипного пресса в направлении оси движения ползуна. Поэтому для прессов с большим ходом, особенно при плунжерной подвеске ползуна, значение X приходится выбирать по верхнему пределу, чтобы уменьшить размеры пресса. Но силовые условия работы
механизма с увеличенным отношением К/Ь ухудшаются - возрастают сила, действующая вдоль шатуна, а также давление на направляющие и крутящий момент. Значения X для современных кривошипных прессов приведены ниже:
Прессы для листовой штамповки Универсальные простого действия:
с регулируемым ходом 0,065...0,085
с постоянным нормальным ходом 0,085...0,125
с постоянным увеличенным ходом 0,145...0,175
Вытяжные двойного действия 0,190...0,270
С плунжерной подвеской ползуна:
универсальные простого действия 0,300...0,350
вытяжные двойного действия 0,420...0,490
Автоматы 0,060...0,250
Прессы для объемной штамповки
КГШП 0,140...0,175
ГКМ 0,270...0,330
Обрезные прессы 0,100...0,120
Автоматы 0,120...0,200
 . Тогда на основании формулы (2.20) имеем . Тогда на основании формулы (2.20) имеем
 = 0,06... 0,08. = 0,06... 0,08.
|

