Кузнечно-штамповочное оборудованиеКривошипные прессы
ТИПОВЫЕ КОНСТРУКЦИИ КРИВОШИПНЫХ ПРЕССОВ
Принцип действия
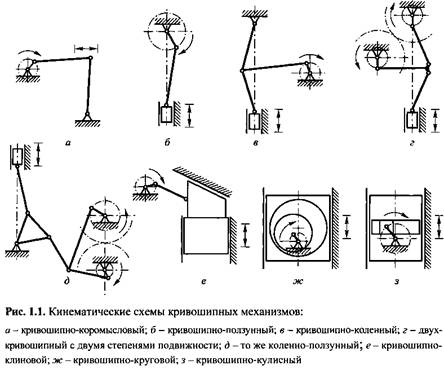
Принцип действия кривошипного пресса основан на преобразовании вращательного движения привода посредством кривошипного механизма той или иной модификации в качательное движение коромысла или возвратно-поступательное ползуна с закрепленным на нем инструментом. На рис. 1.1 приведены различные модификации кривошипного механизма: кривошипно-коромысловый (костыльные прессы-автоматы); кривошипно-ползунный (большинство кривошипных прессов для листовой и объемной штамповки); кри-вошипно-коленный (чеканочные прессы и прессы для выдавливания); двухкри-вошипный с двумя степенями подвижности (кривошипно-шарнирные вытяжные прессы); двухкривошипный коленно-ползунный с двумя степенями подвижности (прессы тройного действия для чистовой вырубки); кривошипно-клиновой (КГШП); кривошипно-круговой (специализированные вырубные прессы); кри-вошипно-кулисный (КГШП и горизонтально-ковочные машины (ГКМ)).
Преобразование энергии вращательного движения привода в энергию деформации металла обусловлено наличием кинематических связей между всеми движущимися частями кривошипного пресса. Это исключает зависимость скорости движения рабочего инструмента от механических характеристик обрабатываемого металла в любой момент времени: изменение скорости движения инструмента за все время действия пресса будет определяться кинематикой машины (без учета неравномерности движения вращающихся деталей привода и упругого деформирования машины).
Дважды в цикле возвратно-поступательного движения исполнительного механизма скорость рабочего органа - ползуна с инструментом - равна нулю. В это
время ползун проходит через крайние положения (верхнее и нижнее или заднее и переднее). Кривая его скорости в функции времени v(t) между этими точками является синусоидой или другой, более сложной, но гармонической функцией (рис. 1.2).
 на который повернется кривошипный вал в течение рабочего хода, называют рабочим: на который повернется кривошипный вал в течение рабочего хода, называют рабочим:

 зависит от характера процесса деформирования и размеров обрабатываемого металла. зависит от характера процесса деформирования и размеров обрабатываемого металла.
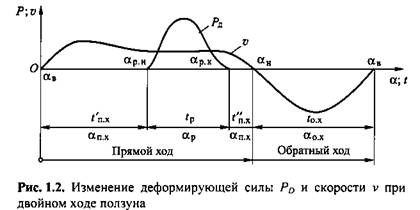
Остальную часть прямого хода ползуна называют холостым ходом. В общем случае возможно существование двух его участков:
 до начала рабочего хода: до начала рабочего хода:
 : :
Таким образом, угол поворота кривошипного вала при прямом ходе ползуна

 связана с проталкиванием металла (изделия или отхода), и, как говорят, деформирующий инструмент работает на проход. связана с проталкиванием металла (изделия или отхода), и, как говорят, деформирующий инструмент работает на проход.
 и процесс деформирования заканчивается при крайнем нижнем (переднем) положении ползуна. и процесс деформирования заканчивается при крайнем нижнем (переднем) положении ползуна.
При обратном холостом ходе, во время которого не совершается полезной работы, ползун возвращается в крайнее верхнее (заднее) положение. Кривошипный вал в это время повернется на угол

Если вращение кривошипного вала принято равномерным, время поворота t прямо пропорционально углам поворота:

 - угол поворота кривошипа, рад. - угол поворота кривошипа, рад.
 ходов: ходов:

В некоторых случаях, например при расшифровке осциллограмм, снятых при испытании кривошипных прессов, угол а выражают по известным отметкам времени:

 заданная кинематикой пресса и положением ведущего кривошипа. В кривошипных прессах скорость инструмента в момент начала рабочего хода изменяется в широких пределах - от 0,01 заданная кинематикой пресса и положением ведущего кривошипа. В кривошипных прессах скорость инструмента в момент начала рабочего хода изменяется в широких пределах - от 0,01
до 0,5 м/с и более. В процессе деформирования металла скорость инструмента
постепенно уменьшается до некоторого конечного значения.
 Оно зависит от вида операции, механических характеристик и размеров обрабатываемого металла. Оно зависит от вида операции, механических характеристик и размеров обрабатываемого металла.
 на ползуне главного исполнительного механизма. Для некоторых специализированных прессов в качестве главного параметра принимают размер исходной заготовки и ее вид. Например, диаметр исходного прутка или проволоки для метизных прессов-автоматов, толщину разрезаемого листа для листовых ножниц. на ползуне главного исполнительного механизма. Для некоторых специализированных прессов в качестве главного параметра принимают размер исходной заготовки и ее вид. Например, диаметр исходного прутка или проволоки для метизных прессов-автоматов, толщину разрезаемого листа для листовых ножниц.
Характер и количество заданных технологических линейных параметров зависят от назначения кривошипного пресса и его конструктивных особенностей. Они регламентированы специальными ГОСТами для каждого типа.
|

