Кузнечно-штамповочное оборудованиеВинтовые фрикционные прессы
Двухдисковые прессы
Двухдисковые прессы вследствие простоты устройства и эксплуатации нашли более широкое применение в промышленности по сравнению с другими типами винтовых фрикционных прессов. Они относятся к прессам типа П2, выполнены по схеме МЗ и представляют собой вертикальные машины закрытого типа с открытым верхним приводом (рис. 13.1).
Литая станина состоит из двух частей: основания (стола) с боковыми стойками 16 и верхней траверсы 11. Замкнутость рамы станины и ее жесткость обеспечиваются стяжкой двумя болтами 12. К траверсе прикреплены два кронштейна 9 под опоры приводного вала 7. Ведущая гайка 10 винтовой пары установлена на прессовой посадке и законтрена специальными клиньями в отверстии по центру траверсы. Гайки выполняют из бронзы БрАЖ 9-4, антифрикционного чугуна или биметаллическими.
Узел привода пресса включает индивидуальный электродвигатель 2, кли-ноременную передачу 3 и приводной вал 7 со шкивом 4 и двумя плоскими дисками 5 и 8. Положение дисков на валу регулируют установочными гайками. Опоры вала - роликовые подшипники.
Главный исполнительный механизм пресса содержит маховик 6, винт 1 и ползун 15. Маховик изготовлен из стального литья. На внешней цилиндрической поверхности маховика укреплена лента из ферродо или колодки из других фрикционных материалов. Ступица маховика соединена с винтом тремя цилиндрическими шпонками, выполняющими одновременно роль предохранителей от перегрузки.
 = 13... 17° и тремя-четырьмя заходами. В нижней части винта установлен колодочный тормоз 14 для остановки механизма. = 13... 17° и тремя-четырьмя заходами. В нижней части винта установлен колодочный тормоз 14 для остановки механизма.
Ползун пресса - коробчатого типа с литым корпусом. Нижняя опора пяты винта плоская и сменная, верхняя выполнена в виде упорного шарикового подшипника.
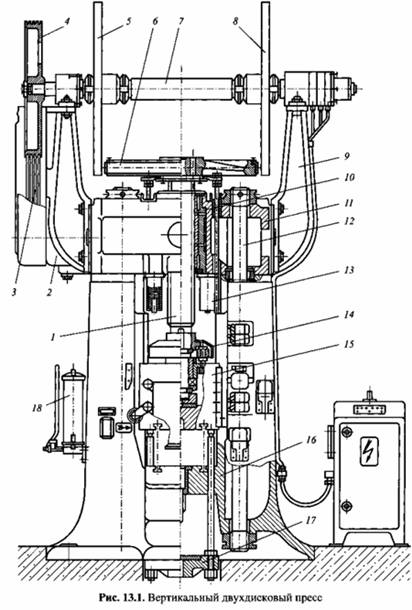
Пресс оснащен нижним выталкивателем 17 механического типа: поперечина выталкивателя связана тягами с ползуном, и при его подъеме осуществляется цикл выталкивания отштампованного изделия. По требованию заказчика завод-изготовитель может установить на прессе верхний планочный выталкиватель в ползуне и прижимную подушку в столе пресса.
Смазка пресса осуществляется централизованно от ручной маслостанции 18 и индивидуально масленками. Гайку шпинделя смазывают через специальную масленку в траверсе пресса. Пята винта в ползуне работает с полным погружением в масляную ванну.
Управление двухдисковыми прессами может быть механическим (рычажным), электрогидравлическим, гидромеханическим или пневмомеханическим, допускающим работу одиночными и непрерывными последовательными ходами.
Электрогидравлическое управление осуществляется следующим образом (рис. 13.2). К правому концу приводного вала 20 присоединен через упорный шариковый подшипник поршень 18 гидроцилиндра 17 переключения ходов. Движением поршня управляет трехпозиционный золотник 5. Лопастной насос 2 с
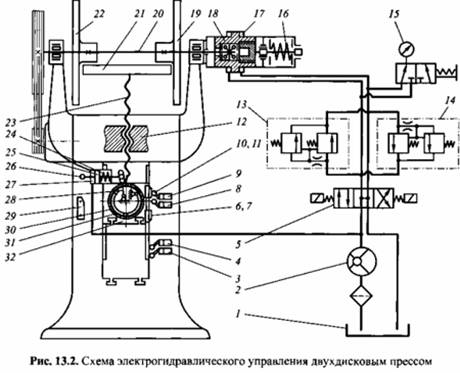
индивидуальным электродвигателем подает жидкость высокого давления в левую или правую полости цилиндра 17. Попеременное движение поршня обеспечивает подвод к маховику 21 то левого 22, то правого 19 приводных дисков. Поэтому винт 23 то ввинчивается в гайку 12 - ход ползуна 32 вниз, то вывинчивается из нее - ход ползуна вверх.
При включенном главном электродвигателе, но ненажатых кнопках Пуск поршень 18 цилиндра 17 под действием пружины 16 занимает среднее положение, такое же положение занимает и золотник 5. Обе полости цилиндра 17 при этом соединены со сливным баком 1. На схеме видно, что в этом случае на слив работает и насос 2, поэтому давления жидкости в рабочей полости тормозного цилиндра 27 нет и поршень 25 отжат пружиной 24 в крайнее левое положение. При этом рычаг 28 отклонен влево и прижимает тормозные колодки 30 к барабану 31, закрепленному на винте 23; последний оказывается заторможенным, чтобы удерживать ползун неподвижным в крайнем верхнем положении, как показано на рис. 13.2.
При нажатии кнопки Пуск золотник 5 под действием своего левого электромагнита смещается вправо и соединяет левую полость цилиндра 17 с насосом, а правую - со сливным баком. Под давлением рабочей жидкости поршень 18, сжимая пружину 16, смещается вправо и прижимает с заданной силой левый диск 22 к маховику 21. Для начала движения ползуна 32 вниз должен быть отключен тормоз - это происходит в результате одновременного поступления жидкости высокого давления в рабочую полость цилиндра 27, смещения его поршня 25 вправо и отвода тормозных колодок 30 от барабана 31.
При некотором недоходе до крайнего нижнего положения кулачная планка 7, укрепленная на ползуне, нажимает на конечный выключатель (КВ) 4 и выключает левый электромагнит золотника 5: последний под действием собственной пружины возвращается в среднее положение, переключая обе полости цилиндра 17 на слив. Освобожденная пружина 16 также возвращает поршень 18 в среднее положение. Приводной вал устанавливается так, что диски не касаются маховика. Главный исполнительный механизм продолжает движение по инерции за счет накопленной кинетической энергии. Давление в рабочей полости цилиндра 27 падает, но тормоз не включается, так как при ходе ползуна вниз ролик 26 на левом штоке поршня 25 набегает на кулачную планку 29, что и удерживает тормозные колодки отжатыми.
Затем следует удар. В этот момент кулачная планка 6 нажимает на КВ 3, включающий правый электромагнит золотника 5. Последний смещается влево, соединяя правую полость цилиндра 77 с насосом, а левую - со сливным баком. В результате к маховику подводится правый диск 19 и происходит ход вверх. Тормоз при этом выключен, так как жидкость высокого давления поступает в рабочую полость цилиндра 27. При подходе ползуна к КВП кулачная планка 10 нажимает на КВ 8, отключая правый электромагнит золотника 5. В результате сам золотник и поршень 18 цилиндра 17 занимают среднее положение, отводя диски от маховика. Маховик продолжает вращаться, а ползун двигается вверх по инерции. Однако одновременно при сбросе давления в рабочей полости цилиндра 27 пружина 24 включает тормоз: запас кинетической энергии быстро погашается и ползун останавливается в КВП.
Забиваем Сайты В ТОП КУВАЛДОЙ - Уникальные возможности от SeoHammer
Каждая ссылка анализируется по трем пакетам оценки: SEO, Трафик и SMM.
SeoHammer делает продвижение сайта прозрачным и простым занятием.
Ссылки, вечные ссылки, статьи, упоминания, пресс-релизы - используйте по максимуму потенциал SeoHammer для продвижения вашего сайта.
Что умеет делать SeoHammer
— Продвижение в один клик, интеллектуальный подбор запросов, покупка самых лучших ссылок с высокой степенью качества у лучших бирж ссылок.
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз,
а первые результаты появляются уже в течение первых 7 дней.
Зарегистрироваться и Начать продвижение
Если положение кулачной планки 10 должным образом не отрегулировано и выключение привода запаздывает, то избыток кинетической энергии погашается при ударе ползуна по резиновым амортизаторам 13 (см. рис. 13.1).
Для поддержания давления в гидросистеме предназначены предохранительные клапаны 13 и 14 с переливными золотниками (см. рис. 13.2). Как только давление в напорной магистрали левой полости цилиндра 17 превысит установленное значение, срабатывает клапан 13 и избыток жидкости переливается в сливной бак. Давление в напорной магистрали правой полости цилиндра 17 регулирует клапан 14. Правильность регулировки давления в напорных магистралях контролируется манометром 75.
Перед самой остановкой ползуна в КВП кулачная планка 11 нажимает на КВ 9, который подготавливает схему управления к следующему ходу ползуна.
В аварийных случаях (отключение электроэнергии, поломка гидросистемы), когда исчезает давление жидкости, ведущие диски автоматически (под действием пружины 16) отводятся от маховика, винт (действием пружины 24) затормаживается и ползун останавливается в любом положении.
 подвижных частей пресса в конце рабочего хода, равную 1,25...5000 кДж для прессов с нормальным числом ходов ползуна в минуту (п = 5 ...36) и в 1,5... 1,6 раза меньше - для прессов с увеличенным числом ходов (п = 8...42). подвижных частей пресса в конце рабочего хода, равную 1,25...5000 кДж для прессов с нормальным числом ходов ползуна в минуту (п = 5 ...36) и в 1,5... 1,6 раза меньше - для прессов с увеличенным числом ходов (п = 8...42).
Выполнение технологических операций с малым рабочим ходом, например чеканки, калибровки и т. п., на прессах с нормальным числом ходов допускается только при уменьшенном не менее чем вдвое ходе ползуна.
Динамический расчет двухдискового пресса
 перемещения его точек подчинены следующему соотношению: перемещения его точек подчинены следующему соотношению:

где h - шаг резьбы винта.
 - скорость поступательного движения тех же точек. - скорость поступательного движения тех же точек.
 создающая создающая
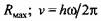
 (рис. 13.3). (рис. 13.3).
 нажатия ведущего диска на маховик и условиями трения между ними, а направление совпадает с вектором относительной скорости проскальзывания диска по маховику. Следовательно, нажатия ведущего диска на маховик и условиями трения между ними, а направление совпадает с вектором относительной скорости проскальзывания диска по маховику. Следовательно,

 определяемый из баланса работ: определяемый из баланса работ:

Элементарная работа суммарного активного момента


Элементарная кинетическая энергия системы

где т - масса подвижных частей главного исполнительного механизма; J - суммарный момент инерции маховика и винта.
 получаем получаем



 - нормальная сила в направляющих 1-й пары. - нормальная сила в направляющих 1-й пары.
Работа сил трения складывается из затрат энергии на относительное проскальзывание маховика по диску, по боковой цилиндрической и опорной поверхностям в резьбовом соединении винта с гайкой, в подпятнике винта в направляющих ползуна.
 Поэтому работа Поэтому работа
 до удара до удара

 - ход ползуна пресса вниз до начала рабочего хода. Тогда из выражений (13.3) и (13.5) следует, что - ход ползуна пресса вниз до начала рабочего хода. Тогда из выражений (13.3) и (13.5) следует, что

 диска на маховик. диска на маховик.
Угловое ускорение маховика при ходе вниз

т. е. движение равноускоренное.
 получаем получаем

Уравнение (13.9) позволяет выразить окружную скорость маховика в функции хода ползуна:

Окружная скорость в точке контакта ведущего диска с маховиком

 -радиус точки контакта в начале хода вниз, -радиус точки контакта в начале хода вниз,

 (см. рис. 13.4). (см. рис. 13.4).
 устанавливаем зависимость устанавливаем зависимость
 необходимая для выполнения требуемого режима движения, необходимая для выполнения требуемого режима движения,

К началу рабочего хода кинетическая энергия подвижных частей
Незадолго до начала рабочего хода диск отводится от маховика и подвижные части свободно перемещаются до удара. Накопленная кинетическая энергия расходуется при ударе на пластическое деформирование обрабатываемого металла, упругое деформирование деталей станины и главного исполнительного механизма, на преодоление трения в сочленениях и перемещение станины в направлении удара. Энергия упругой деформации станины и винта в разгрузочной фазе удара при выполнении операций объемной штамповки возвращается подвижным частям в виде начальной энергии отражения, способствуя подъему винта с несамотормозящей резьбой (угол наклона резьбы больше угла трения).



Энергетические параметры. Отмечено сходство в работе маховичных приводов винтовых фрикционных и кривошипных прессов. Ведущие части - шкив, вал и диски винтового пресса - выполняют функцию первичного аккумулятора кинетической энергии аналогично маховику кривошипного пресса, а фрикционный передаточный механизм - аналогично фрикционной муфте включения. Очевидно, что после переключения ведущих частей на обратный ход диски притормаживают, отдавая часть своей энергии на разгон ведомого маховика. Через клиноременную передачу это торможение воспринимает и двигатель. Замедление вращения его ротора ограничено допустимым скольжением. При подъеме вверх наблюдается аналогичная картина.
 Поскольку время рабочего хода мало, в первом приближении Поскольку время рабочего хода мало, в первом приближении
можно записать

 определяют по стандартному номинальному числу ходов п в минуту, определяют по стандартному номинальному числу ходов п в минуту,

 - согласно данным табл. 3.3. - согласно данным табл. 3.3.
Средняя за цикл мощность асинхронного электродвигателя с короткозамкнутым ротором
 ) )

на преодоление силы тяжести:

а также на преодоление вредных сопротивлений и холостое вращение дисков.
 =0,50...0,56. =0,50...0,56.
Следовательно,

 электродвигателя и больше к. Тогда средняя мощность за цикл электродвигателя и больше к. Тогда средняя мощность за цикл


|

