Обмотока машин постоянного и переменного токаИзготовление стержневых обмоток роторов асинхронных двигателей
Роторная стержневая обмотка состоит из одной или двух медных пластин прямоугольного сечения. В паз укладываются два таких стержня: один — на дно паза (нижний стержень), другой — сверху (верхний стержень). В зависимости от расположения стержней в пазу форма лобовых частей и размеры их несколько отличаются, что должно быть учтено при заготовке. Так, лобовая часть верхних стержней располагается поверх лобовых частей нижних, поэтому верхние стержни имеют закругление лобовых частей большего радиуса, и при нарезке меди длина их делается несколько больше, чем длина нижних.
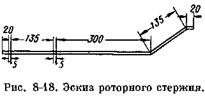
Прежде чем сделать заготовку стержней, необходимо подсчитать длину выпрямленного стержня. Для этого необходимо найти длину выпрямленной лобовой части, исходя из шага обмотки и радиуса изолированного обмоткодержателя. Кроме того, следует учесть длину двух закруглений, т. е. переходов от прямой части к лобовой, и двух закруглений — перехода от лобовой части к головке, т. е. к концам стержня.
В виде примера на рис. 8-18 дан эскиз роторного стержня, согласно которому общая длина нижнего стержня состоит из: 1) длины двух концов, идущих в хомутики, равной 2 X 20 = 40 мм; 2) длины двух закруглений, т. е. переходов от концов к лобовой части, равной 2 X 5 = 10 мм; 3) длина выпрямленных лобовых частей, равной 2 X 135 = 270 мм; 4) длины двух закруглений, т. е. переходов от лобовой части к прямой пазовой части, равной 2 X 5 = 10 мм; 5) длины прямой пазовой части, равной 300 мм.
Таким образом, общая длина заготовки нижнего стержня равна:
40+10 + 270+10 + 300-630 мм.
Для верхнего стержня длина заготовки берется на 20—30 мм больше. Практически определяют длину большей заготовки — верхнего стержня и добавляют припуск 7—10 мм. Тот же размер берется и для нижнего стержня. Незначительные излишки меди обрезаются при укладке.
Обычно по полученным размерам изготовляют один нижний стержень и один верхний, по которым проверяют правильность размеров, прежде чем производить нарезку всего комплекта стержней.
Изгиб стержней производится на приспособлении, указанном на рис. 8-14. На рис. 8-19 показан момент отгиба головки стержня (указано пунктиром), а на рис. 8-20 — момент отгиба лобовой части (также показано пунктиром).
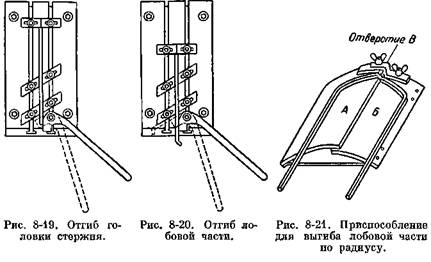
При отгибе лобовых частей верхних стержней следует учесть, что их длина должна быть больше нижних, а поэтому установка планок должна быть изменена. Лобовые части стержней изгибаются примерно под углом 120° по определенному радиусу. Выгиб производится на приспособлении, показанном на рис. 8-21. На это приспособление одновременно накладываются два стержня: один — верхний, укладываемый на сторону А, второй — нижний — на сторону Б, причем концы их должны быть вложены в отверстие В.
Уложенным так стержням придается соответствующая форма ударами деревянного ручника. Придание отгиба лобовым частям нижнего и верхнего стержней производится также на деревянных шаблонах согласно рис. 8-12 или на пневматическом прессе в штампе. Последний прием обеспечивает более точную форму лобовых частей, что облегчает укладку.
Если обмотка ротора должна быть выполнена с удлиненными
переходами, то в зависимости от быстроходности машины и от числа пазов ротора некоторое количество стержней нарезается более удлиненными, чем нормальные (на 20—30 мм), хотя практически и удобнее было бы брать одинаковые заготовки верхних и нижних стержней. Количество удлиненных стержней заготовляют, исходя из электрических данных.
|

