Обмотока машин постоянного и переменного токаУкладка в пазы обмоток якорей и роторов
Намотка якорей мелких машин
Обмотки якорей мелких машин укладываются непосредственно в пазы якоря без предварительной заготовки секций. Достоинства такой обмотки следующие:
минимальные размеры вылетов лобовых частей обмотки, что дает значительную экономию обмоточного провода (для двухполюсных машин);
намотка ведется одним концом, что представляет известные удобства при работе и не дает отходов.
Подготовка якоря к обмотке
Подготовка якоря к обмотке заключается в осмотре исправности стали якоря и в его изолировке.
Изолировка якоря состоит из трех основных процессов:
1) изолировки пазов; 2) изолировки вала; 3) изолировки лобовых частей стали якоря.
Пазовая изоляция состоит обычно из лакоткани, электрокартона, синтокартона или гибкого миканита толщиной 0,1—0,2 мм и бывает одинарная, двойная или тройная. Одинарная изоляция состоит из одного слоя электрокартона, двойная — из одного слоя лакоткани и одного слоя электрокартона, тройная — дополнительно из одного слоя лакоткани.
Одинарная изоляция применяется для якорей с небольшим рабочим напряжением (12—24 в). Двойная и тройная изоляция используется для якорей с рабочим напряжением 110—220 в.
Нарезка пазовой изоляции (коробочек) производится с таким расчетом, чтобы вставленная в пазы якоря изоляция выступала за пределы стали на 1—2 мм в каждую сторону.
Наружная электрокартонная коробочка, обычно называемая проходной, нарезается шире лакоткани на 8—10 мм, для того

чтобы удобнее было вкладывать проводники обмотки через шлиц стали, предотвращая этим порчу изоляции проводника. Вложенные в пазы изоляционные коробочки обжимаются на месте при помощи деревянных оправок, после чего стороны их плотно, прилегают к стенкам пазов. Этим устраняется возможность порвать коробочки, в особенности на углах, при осаживании обмотки клиньями.
. Для изолировки задней стороны вала со стороны, противоположной коллектору, где с ним может соприкасаться обмотка, на вал надевается изоляционная трубка из бакелизированной бумаги. Вал со стороны коллектора должен быть изолирован двумя-тремя слоями лакоткани.
Для защиты лобовых частей обмотки их закрепляют при помощи куска батиста, разрезанного так, как показано на рис. 11-1. Батист надевают на вал, обертывают вокруг него и закрепляют шнуром. По окончании намотки якоря концами батиста (1, 2, 3 и т. д.) обертывают лобовые части обмотки и укладывают их в пазы под клинья, которыми крепится обмотка.
Намотка якоря
После изолировки пазов и вала приступают к намотке якоря.
При ручной намотке малых якорей их держат в одной руке, а другой ведут намотку по часовой стрелке. Катушка с проводником устанавливается возле обмотчика на деревянной подставке, на которой она может вращаться.
По мере заполнения пазов проводником необходимо обмотку в пазу осаживать фибровым клином. Чтобы при этой осадке не повредить обмотки, фибровый клин натирают парафином.
Намотку следует вести с натяжением и избегать перекрещивающихся витков как в пазах, так и в лобовой части, чтобы обмотка не занимала слишком много места.
При намотке необходимо следить за целостью изоляции проводника, а также за тем, чтобы вложенная в пазы изоляция не сдвинулась с места и не завернулась внутрь паза. Впоследствии, при испытании на корпус, это может вызвать пробой.
Для изолировки верхних секций от нижних в пазы помещают электрокартонные прокладки толщиной от 0,1 до 0,15 мм.
Рассмотрим для примера намотку якоря двухполюсной машины, имеющей следующие электрические данные:
обмотка петлевая;
число пазов 10;
число сторон секций в пазу 6;
число секций в якоре 30;
число витков в секции 37;
шаг по стали 4 (из 1-го в 5-й);
шаг по коллектору 1 (из 1-го во 2-й);
число коллекторных пластин 30;
число проводников в пазу 6-37=222.
Согласно этим данным, в пазу имеется 6 секций, которые можно разделить на 3 верхние и 3 нижние. Приступая к обмотке, начальный конец проволоки оставляют удлиненным и закрепляют на валу. Обмотка ведется одним проводом следующим образом (см. рис. 11-2):
Намотав из 1-го в 5-й паз одну секцию, состоящую из 37 витков, следует выпустить первую петлю длиной примерно 40 мм. Из второй секции выпускают
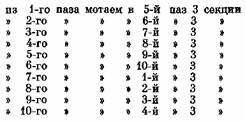
петлю длиннее первой на
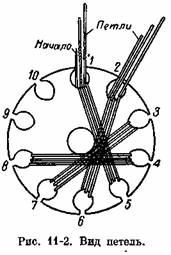
20—30 мм, а из третьей секции выпускается петля длиннее второй на 20—30мм. Вид выпущенных петель показан на рис. 11-2. Таким же способом наматываются 12 секций. 13-ю, 14-ю секции приходится наматывать из 5-го паза в 9-й. В 5-й паз на нижние стороны секций кладется электрокартонная прокладка, чтобы отделить верхние стороны секции во избежание витковых соединений. После намотки 13-й, 14-й и 15-й секций 5-й паз целиком заполнен, а 10-й паз совершенно свободен, остальные же пазы заполнены наполовину. Затем накладываются остальные 15 секций в указанном выше порядке, начиная с 6-го паза.
После намотки 30 секций конец провода обрезается и свертывается вместе с начальным выпущенным концом первой секции. Все выпущенные петли являются по существу началом одной секции и концом другой. Далее петли очищают от изоляции, надевают на них трубочки из лакоткани и вкладывают их в соответствующие шлицы коллекторных пластин.
Электрокартонные проходные коробки обрезают по высоте паза и с помощью фибрового клина осаживают обмотку, затем коробочки загибают вперекрой. Поверх загнутых коробок для укрепления обмотки в пазы забивают деревянным ручником фибровые клинья. На лобовую часть задней стороны якоря надевают чехол из батиста и укрепляют его путем подсовывания под забиваемые клинья по окружности якоря.
Забиваем Сайты В ТОП КУВАЛДОЙ - Уникальные возможности от SeoHammer
Каждая ссылка анализируется по трем пакетам оценки: SEO, Трафик и SMM.
SeoHammer делает продвижение сайта прозрачным и простым занятием.
Ссылки, вечные ссылки, статьи, упоминания, пресс-релизы - используйте по максимуму потенциал SeoHammer для продвижения вашего сайта.
Что умеет делать SeoHammer
— Продвижение в один клик, интеллектуальный подбор запросов, покупка самых лучших ссылок с высокой степенью качества у лучших бирж ссылок.
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз,
а первые результаты появляются уже в течение первых 7 дней.
Зарегистрироваться и Начать продвижение
В некоторых типах якорей считают удобным насадку коллектора производить после намотки якоря. Коллектор до насадки на вал подвергается электрическому испытанию на корпус и на соединения между пластинами.
Соединение концов обмотки с коллектором и пайка их
Для удобства закладки концов обмотки якоря в шлицы коллекторных пластин якорь устанавливается на деревянную подставку. Промежуток между лобовой частью обмотки и коллектором заполняется тафтяной или киперной лентой с таким расчетом, чтобы высота переходов концов не получилась выше коллектора.

Лента берется такой длины, чтобы, обернув ее вокруг вала необходимым количеством оборотов, получить конец ленты, достаточный для закрепления сверху концов обмотки.
Перед вкладкой концов обмотки в шлицы следует расправить все петли так, чтобы они ложились в том порядке, в котором производилась намотка секций.
Приступая к соединению концов обмотки с коллектором, следует руководствоваться данными обмотки. Нам известно, что шаг по пазам равен 4, обмотка петлевая, шаг по коллектору 1—2. Схема соединения концов обмотки дана на рис 11-3, где отмечены также номера пазов и пластин коллектора.
Первая коллекторная пластина берется следующим образом. Проводим прямую линию посредине первой вложенной секции (эта линия проходит через паз 3) до пересечения с коллектором. Пересекаемая этой линией коллекторная пластина и будет первой. Если же линия попадает между пластинами, то первой считается левая. В эту пластину и должны быть вложены конец 30-й и начало 1-й секции. Во 2-ю пластину вкладывается, соответственно, конец 1-й и начало 2-й секции (петля между 1-й и 2-й секциями) и т. д.
Концы обмотки вкладывают в шлицы коллектора при помощи фибрового клина или тонкой деревянной лопаточки. На вложенные концы надевается резиновое кольцо, чтобы удержать их от выпадения.
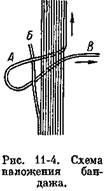
При закладывании в шлицы каждый конец у коллектора змеевидно переплетается хлопчатобумажной лентой. Поверх переплетенных концов делается один оборот той же лентой. Поверх ленты ставится бандаж из крученого шнура толщиной 0,5—1 мм. Шнур накладывается сначала петлей А (рис. 11-4), на которую затем наматывается бандаж из того же шнура.
Начиная намотку, бандаж удерживают пальцем, пока не наложат 2—3 оборота шнура в направлении, указанном стрелкой. Затем конец Б пропускается в петлю А и концом В подтягивается под наложенный бандаж. Затянув петлю, концы Б и В отрезают и весь бандаж скрепления покрывают быстросохнущим лаком. Далее якорь передают на запайку концов обмотки в шлицах.
Механизированная укладка обмотки
Значительное повышение производительности труда при укладке обмотки якорей достигается применением специальных автоматических и полуавтоматических станков. Так как конструкция этих станков довольно сложна, а производительность велика, то их применение становится целесообразным при массовом производстве однотипных якорей. Имеющиеся станки позволяют механизировать процесс укладки обмотки якорей диаметром до 100— 160 мм и длиной до 400 мм с обмоткой из провода круглого сечения диаметром до 1,5 мм. При механизированной укладке обмотки последовательные операции производятся различными станками. Имеются станки для изолировки паза перед укладкой обмотки, станки для самой укладки обмотки и станки для крепления обмотки в пазах после укладки.
Наиболее сложными являются станки для укладки обмотки. Механизация этого процесса в имеющихся станках осуществляется тремя различными способами.
По первому способу вращается якорь, при этом провод сматывается с неподвижной катушки и укладывается в соответствующие пазы с шагом, равным полюсному делению. После укладки необходимого числа витков одной катушки якорной обмотки концы проволоки отрезаются, якорь поворачивается в следующее положение и процесс повторяется до окончания обмотки всего якоря, По второму способу вокруг неподвижного якоря вращается устройство, направляющее провод и укладывающее витки катушки якорной обмотки в пазы.
По третьему способу провод подается в паз неподвижного якоря челноком, движущимся вдоль паза. После каждого хода челнока якорь поворачивается на одно полюсное деление, совершая колебательное движение. Таким образом, при прямом ходе челнока укладывается провод одной стороны катушки, а при обратном ходе — провод второй стороны той же катушки.
Как сказано выше, станки для укладки обмотки обладают высокой производительностью. Станок для укладки обмотки якоря с полузакрытым пазом имеет производительность в 10—12 раз больше, чем производительность при ручной укладке.
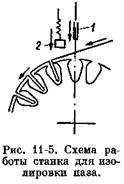
Значительно более простыми являются станки для изолировки паза и для крепления обмотки в пазу. На рис. 11-5 показана схема работы станка для изолировки паза. Изоляционная лента, ширина которой равна длине паза, заправляется в паз пуансоном 1, удерживаясь в соседних пазах прижимом 2. После заправки ленты в паз якорь автоматически поворачивается на одно пазовое деление. Станок более сложной конструкции производит разглаживание заложенной ленты и придает ей форму паза.
Схема работы станка для укрепления обмотки в пазу показана на рис. 11-6. Вместо клина применяется шнур, свернутый из

бумажных лент. Шнур сдавливается между губками 1 и вдавливается в паз пуансоном 2. Внутри паза шнур расправляется вследствие своей упругости и хорошо уплотняет обмотку в пазу. Операция производится последовательно во всех пазах, после чего станок автоматически останавливается. По описанному принципу работают станки для изолировки и крепления обмотки в пазу Московского машиностроительного завода.
|

