Обмотока машин постоянного и переменного токаУкладка обмотки
Пазовая часть шаблона опрессована микафолием в горячем состоянии. Шаблон имеет несколько самостоятельных секций. Перед вкладкой шаблона в пазы якоря вставляют изоляционные коробочки из электрокартона. Длина коробочек должна быть равна длине пазовой изоляции шаблона. Вложенная в паз коробочка должна выходить поверх паза на 20—25 мм с каждой стороны для удобства вкладки шаблона (рис. 11-15).
Толщина и высота коробочек подбирается обмотчиком в зависимости от размеров паза и опрессовки пазовой изоляции шаблона. Например, если ширина паза 9 мм высота 23,5 мм, а ширина шаблона 8 мм и высота 11 мм, т. е. высота двух шаблонов, лежащих в пазу, будет равна 22 мм, то изоляционную коробочку надлежит поставить толщиной 0,4 мм и высотой 43—45 мм для загиба вперекрой концов коробочки. Лишняя высота коробочки после вкладки обмотки обрезается. При этом получится, что пазовая часть шаблона вместе с изоляционной коробочкой имеет ширину 8,8 мм.
Остающееся место по высоте паза после закладки в него всех шаблонов и загиба концов коробочек заполняется прокладкой из

электрокартона. Для увеличения прочности изоляционных коробочек вместо одной коробочки толщиной 0,4 мм лучше поставить две по 0,2 мм.
Прежде чем приступить к вкладке шаблона в пазы, необходимо знать шаг по пазам (зубцовый шаг) и шаг по коллектору.
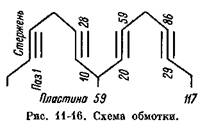
В качестве примера рассмотрим вкладку обмотки, схема которой дана на рис. 11-16. В каждом шаблоне здесь имеется по три секции. Зубцовый шаг для этой обмотки равен 9, а шаг по коллектору равен 58. Из данной схемы видно, что одна сторона шаблона лежит в 1-м пазу, а вторая — в 10-м. Для отметки шага на стали якоря на двух зубцах, справа и слева от 1-го и 10-го пазов, делают условные пометки зубилом или кернером, или набивают номера.
Шаг по коллектору отмечается таким образом: находят коллекторную пластину, в данном случае лежащую против 6-го зубца стали (середина зубцового шага или середина шаблона), и от нее отсчитывают влево 29 коллекторных пластин; найденная пластина будет первой. От первой пластины отсчитывают вправо по часовой стрелке пятьдесят девятую пластину. Эти две найденные пластины (1-ю и 59-ю) отмечают кернером или набивают на них номера на торцовой стороне.
Вкладка шаблонов производится следующим образом: берут шаблон и нижней стороной вкладывают его в отмеченный 10-й паз. Затем легким постукиванием ручника по деревянному или фибровому клину, входящему в паз, нижнюю сторону шаблона осаживают на дно паза. При ударах по клину необходимо передвигать его вдоль пазовой части шаблона, следя за тем, чтобы шаблон входил равномерно и без перекосов. При этом между верхней и нижней сторонами шаблона каждого паза прокладывается прокладка. При вкладке шаблона надо следить, чтобы он ложился в паз правильно, т. е. чтобы концы его, обращенные в сторону коллектора, были одинаковы; расстояния от края якорной стали до перехода пазовой (прямой) части в лобовую должны быть также одинаковы с обеих сторон. Верхняя сторона шаблона временно остается не вложенной в 1-й паз. Таким же способом вкладывают нижние стороны восьми других шаблонов, т. е. заполняют пазы, лежащие на протяжении зубцового шага. Верхние стороны этих девяти
шаблонов остаются не вложенными до окончания укладки всех остальных шаблонов.
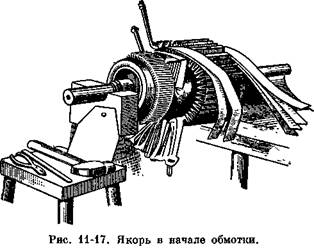
Одновременно с вкладкой шаблонов в их лобовых частях, между верхней и нижней сторонами секций, прокладывается изоляция, состоящая из полос электрокартона в несколько слоев определенной толщины (2—4 мм, несколько меньше двойного радиуса головка), скрепленных хлопчатобумажной лентой вразбег. Полосы электрокартона рассчитываются так, чтобы после вкладки всех шаблонов его концы совпали встык, причем стыки каждого последующего слоя сдвигаются по отношению к предыдущему. Эта изоляция видна на рис. 11-17 и служит для предохранения от соединения между верхними и нижними сторонами шаблонов в лобовых частях. Затем якорь поворачивают и в 19-й паз закладывают низ 9-го шаблона. Шаблон предварительно продевается лобовыми частями под описанную выше междуслойную изоляцию как с передней, так и с задней стороны якоря. Верхняя сторона этого шаблона попадает в 10-й паз, где уже лежит нижняя сторона 1-го шаблона. Таким образом, 10-й шаблон укладывается в пазы своими обеими сторонами.
Подобным образом полностью закладываются все остальные шаблоны, после чего поднятые верхние стороны девяти первых шаблонов закладываются в соответствующие пазы, в которых уже лежат нижние стороны других (последних) шаблонов. Во время вкладки необходимо следить за правильностью положения шаблонов относительно стали якоря и выравнивать их ударами ручника по фибровому клину.
После вкладки всех шаблонов приступают к соединению секций шаблона с коллекторными пластинами.
Чтобы удобнее вкладывать концы обмотки в шлицы коллекторных пластин, загибают все верхние концы секций кверху. Перед вкладкой концов необходимо проверить правильность их вывода из пазов, т. е. нет ли перепутанности так называемых крестов. Эту проверку производят контрольной лампой. Концами от лампы касаются начала и конца каждой секции, причем контрольная лампа должна гореть. Начало и конец первой секции отмечащтся.
Убедившись в правильности выведенных концов всех секций, вкладывают отмеченный конец нижней стороны первой секции, лежащей в 10-м пазу, в шлиц 59-й пластины коллектора. Конец нижней стороны второй секции этого шаблона вкладывают в шлиц 60-й коллекторной пластины; конец нижней стороны 3-й секции этого же шаблона вкладывают в шлиц 61-й коллекторной пластины, передвигаясь по коллектору по направлению часовой стрелки. Концы секций забирают в шлиц, легко постукивая по ним ручником. После закладки всех нижних концов в соответствующие коллекторные пластины на них по изолированной части наматывается бандаж из киперной ленты в несколько рядов по всей окружности.
Забиваем Сайты В ТОП КУВАЛДОЙ - Уникальные возможности от SeoHammer
Каждая ссылка анализируется по трем пакетам оценки: SEO, Трафик и SMM.
SeoHammer делает продвижение сайта прозрачным и простым занятием.
Ссылки, вечные ссылки, статьи, упоминания, пресс-релизы - используйте по максимуму потенциал SeoHammer для продвижения вашего сайта.
Что умеет делать SeoHammer
— Продвижение в один клик, интеллектуальный подбор запросов, покупка самых лучших ссылок с высокой степенью качества у лучших бирж ссылок.
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз,
а первые результаты появляются уже в течение первых 7 дней.
Зарегистрироваться и Начать продвижение
Затем в шлицы вкладываются концы верхних сторон секций: конец верхней стороны 1-й секции вставляется в шлиц первой помеченной коллекторной пластины; концы верхних сторон других двух секций этого шаблона вставляют соответственно во 2-ю и 3-ю пластины (по направлению часовой стрелки). Таким же образом укладываются концы всех остальных верхних секций в соответствующие шлицы коллекторных пластин.
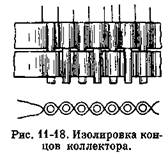
Во время укладки верхние концы секций около коллекторных пластин необходимо переплести змеевидно хлопчатобумажной лентой. Это делается так: отрезается лента длиной, равной приблизительно полуторной длине окружности коллектора, и концом ее завязывается вложенный верхний конец первой секции; на ленту сверху кладется верхний конец второй секции, далее лента идет поверх верхнего конца третьей секции и т. д. Выходной конец ленты скрепляется с ее началом. Назначение такого переплетения верхних концов — предохранить рядом лежащие концы от соединения между собой. Вид переплетения показан на рис. 11-18.
Заложенные в пазы шаблоны снова осаживаются ударами ручника по фибровому клину. Свободное по высоте место в пазу заполняется

полосками электрокартона, длина и ширина которых должны соответствовать размеру паза. Коробочки отрезаются по высоте с таким расчетом, чтобы стороны их могли перекрыть одна другую. Со стороны, противоположной коллектору, лобовые части шаблонов оправляются, рихтуются и между отдельными сторонами шаблонов ставятся дистанционные прокладки из электрокартона (рис 11-19). По окончании этих
операций якорь подаетоя на испытание на корпус и правильность соединения и после проверки поступает на запайку концов, вложенных в шлицы коллекторных пластин.
В случае применения обмотки на кремнийорганической изоляции активное железо якоря и обмоткодержатели покрываются кремнийорганической эмалью. На дно паза и между катушками кладутся прокладки из нагревостойкого миканита, и ими же заполняются свободные места по высоте паза.
|

