Технология термической обработки металловОбработка холодом
Сущность процесса обработки холодом, предложенного в 1937 г. А. П. Гуляевым, заключается в дополнительном, более полном превращении остаточного аустенита в закаленной стали в мартенсит.
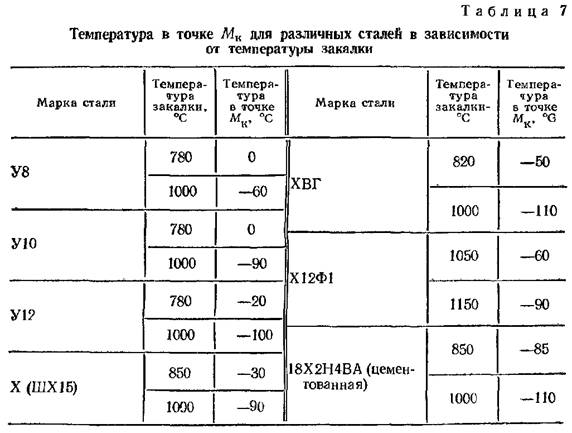
 конца мартенситного превращения расположена при температурах ниже 20° С. Согласно рис. 22 такие стали содержат более 0,6% С. При обработке холодом деталей из этих сталей продолжается процесс закалки, прерванный остановкой при температуре 20° С; аустенит продолжает превращаться в мартенсит. конца мартенситного превращения расположена при температурах ниже 20° С. Согласно рис. 22 такие стали содержат более 0,6% С. При обработке холодом деталей из этих сталей продолжается процесс закалки, прерванный остановкой при температуре 20° С; аустенит продолжает превращаться в мартенсит.
 Практически охлаждение проводится до температур (—20)—(—100° С). Практически охлаждение проводится до температур (—20)—(—100° С).
Выдержка закаленной стали при температуре 20° С перед обработкой холодом стабилизирует остаточный аустенит. В результате эффект обработки холодом (прирост количества мартенсита и повышение твердости) снижается или даже отсутствует. Для получения необходимого эффекта от обработки холодом следует учитывать, что различные по составу стали обладают различной
склонностью к стабилизации остаточного аустенита после закалки.
Например, особенно чувствительны к стабилизации остаточного аустенита стали У8, У10, 9ХС, менее чувствительны к стабилизации аустенита стали X, ХГ, Р18, для которых можно допустить разрыв во времени между закалкой и обработкой холодом 2—3 ч; стали 18Х2Н4ВА, 12Х2Н4А (цементованные), Х12Ф1 (закаленная от 1150° С) не чувствительны к стабилизации. Детали из этих сталей можно оставлять в закаленном состоянии на сутки и более.
Отпуск перед обработкой холодом стабилизирует остаточный аустенит. Поэтому обработку холодом необходимо проводить непосредственно после закалки, а низкий отпуск (для снятия части внутренних напряжений) — после обработки холодом. Выдержка при низких температурах не увеличивает количества мартенсита, поэтому необходимо лишь сквозное промораживание деталей. Во избежание образования трещин при обработке холодом нельзя охлаждать сталь, еще не остывшую до температуры 20°, а детали и инструмент сложной формы для замедления охлаждения целесообразно обертывать асбестом или бумагой.
 и др. и др.
Обработку холодом применяют для режущего инструмента с целью повышения его твердости, стойкости и производительности; для измерительного инструмента — с целью достижения возможно более полной стабилизации размеров; для деталей из цементуемых высоколегированных сталей — с целью повышения твердости, предела выносливости и снижения деформации. Для обработки холодом применяют специальные холодильные установки
|

