Технология термической обработки металловЗакалка при нагреве с помощью токов промышленной частоты
Ток промышленной частоты (50 Гц) применяется для сквозного нагрева деталей диаметром более 150 мм. Преимуществами установок для нагрева токами промышленной частоты (т. п. ч.) являются простота устройства, надежность в эксплуатации, высокий к. п. д. (до 90%); недостатки — большое рассеяние магнитного потока и малый коэффициент мощности. Для повышения коэффициента мощности при нагреве полых деталей нужно внутрь деталей ввести железный сердечник. Поэтому наиболее целесообразно нагревать с помощью т. п. ч. трубы и кольца.
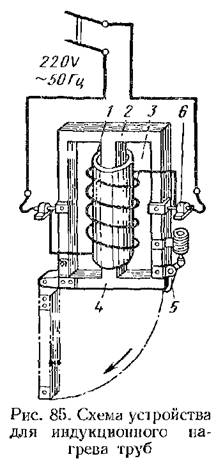
Схема установки для нагрева труб т. п. ч. дана на рис. 85. Трубу 1 помещают между средним сердечником 2 и нагревательной катушкой 3, После нагрева ярмо 4, удерживаемое защелкой 5, откидывается и труба падает в закалочный бак. Для загрузки новой трубы установка поворачивается (в подшипниках 6). Эта установка (с сердечником) не позволяет осуществлять поточное движение труб (или колец) через индуктор, что сужает область применения таких установок.
Нагрев деталей т. п. ч. целесообразно совмещать с нагревом в печи. Вначале детали (например, кольца) нагревают в индукционной установке с помощью т. п. ч., а затем выдерживают в электропечи сопротивления. При таком нагреве по сравнению с нагревом только в электропечи сопротивления удельный расход электроэнергии сокращается. В этом случае нагрев с помощью
т. п. ч. производится без применения железного сердечника, что позволяет осуществить поточное движение колец через индуктор и полностью автоматизировать технологический процесс термической обработки деталей.
|

