Технология электрической сваркиВлияние режима сварки на форму и состав шва
Размеры и конфигурация шва или слоя (при многослойной сварке) определяются рядом величин (см. рис. 5-22 и 5-41). Размеры и форма шва в значительной степени предопределяют
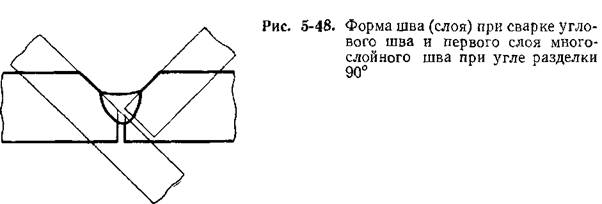 стойкость его против возникновения кристаллизационных трещин, плавность перехода от основного металла к металлу шва и вероятность образования подрезов, непро-варов, наплывов и других дефектов, а также экономичность процесса. Установлено, что размеры шва и форма провара не зависят от типа шва. Например, форма и размеры углового шва таврового соединения, свариваемого в лодочку, практически полностью совпадают с формой и размером первого слоя многослойного стыкового шва с углом раскрытия кромок 90° (рис. 5-48). Форма валика, наплавляемого на пластину, практически идентична форме первого слоя стыкового шва при рюмкообразной подготовке кромок (рис. 5-49) и т. п. стойкость его против возникновения кристаллизационных трещин, плавность перехода от основного металла к металлу шва и вероятность образования подрезов, непро-варов, наплывов и других дефектов, а также экономичность процесса. Установлено, что размеры шва и форма провара не зависят от типа шва. Например, форма и размеры углового шва таврового соединения, свариваемого в лодочку, практически полностью совпадают с формой и размером первого слоя многослойного стыкового шва с углом раскрытия кромок 90° (рис. 5-48). Форма валика, наплавляемого на пластину, практически идентична форме первого слоя стыкового шва при рюмкообразной подготовке кромок (рис. 5-49) и т. п.
Рассмотрим условия формирования шва при дуговой сварке. Форма шва для этого случая зависит от режима, способа сварки и положения шва в пространстве. Под понятием режим сварки подразумевают совокупность факторов, определяющих условия протекания процесса сварки. Сами факторы называют элементами (составляющими, параметрами) режима сварки. К основным элементам режима дуговой сварки обычно относят величину, род и полярность тока, диаметр (или сечение) электрода, напряжение дуги, скорость перемещения дуги, вид защиты.
При автоматической сварке под флюсом с постоянной скоростью подачи сварочной проволоки часто вместо величины тока оперируют скоростью подачи сварочной проволоки, определяющей в этих условиях величину тока. Чем выше скорость подачи, тем больше должна быть сила тока для того, чтобы обеспечить расплавление подаваемой в зону сварки проволоки. Из приведенных на рис. 5-50 данных видно, что коэффициент наплавки увеличивается с увеличением плотности тока в электроде и падает с увеличением напряжения дуги.
При ручной дуговой сварке важным элементом режима является величина поперечного перемещения конца электрода.


Существенное влияние на формирование шва оказывают вылет электрода, положение электрода или сварочной проволоки в пространстве (вертикальное, наклонное) и положение изделия при сварке.
Рассмотрим влияние различных факторов на размеры и форму шва при дуговой сварке одним электродом. Сварка двумя и более электродами, сварка электродной лентой или пластиной, сварка с глубоким проваром и другие специальные приемы имеют свои особенности. Однако общая закономерность влияния, оказываемого элементами режима и условиями сварки на размеры и форму шва, остается той же, что и при сварке одним электродом.
При рассмотрении влияния одного из элементов режима все остальные элементы принимают постоянными.
Все установленные закономерности относятся к случаю, когда глубина провара не превышает 0,7—0,8 толщины основного металла. Если глубина провара превышает 0,7—0,8 толщины основного металла, резко изменяются условия теплоотвода от нижней части сварочной ванны, что приводит к скачкообразному нарастанию провара вплоть до сплошного проплавления свариваемого металла и к заметному изменению конфигурации и размеров шва.
 зависимостью зависимостью
 — коэффициент пропорциональности,— сила — коэффициент пропорциональности,— сила
Значение коэффициента пропорциональности зависит от рода тока, диаметра электрода, скорости сварки и определяется опытным путем. Существенное влияние на величину коэффициента пропорциональности оказывает плотность основного металла. С увеличением плотности металла значение kn падает и, следовательно, для обеспечения той же глубины провара необходимо увеличить силу тока. С уменьшением плотности металла наблюдается обратная зависимость. Этим явлением обусловлен общеизвестный факт увеличения глубины провара при сварке алюминия по сравнению со сваркой стали при той же силе тока. Путем изменения величины тока в большинстве случаев изменяют в желаемом направлении глубину провара основного металла. На ширину шва изменение величины тока оказывает незначительное влияние, которое при решении практических вопросов можно не учитывать.
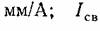
Род и полярность тока также сказываются на глубине и ширине провара. При сварке постоянным током обратной полярности глубина провара примерно на 40—50% больше, чем при сварке постоянным током прямой полярности При сварке переменным током глубина провара на 15—20% ниже, чем при сварке постоянным током обратной полярности. В этом случае полярность тока изменяется 100 раз в секунду, что приводит к уменьшению выделения теплоты на основном металле за тот период, когда он является анодом. При сварке постоянным током при прямой полярности ширина шва уменьшается по сравнению со сваркой постоянным током обратной полярности и, следовательно, по сравнению со сваркой переменным током. Наиболее существенно снижение ширины шва в зависимости от полярности тока проявляется при повышенном напряжении дуги и поэтому имеет практическое значение только при сварке под флюсом.
Уменьшение диаметра электрода при том же токе приводит к снижению подвижности столба дуги и, как следствие, к увеличению глубины провара. Особенно четко влияние диаметра электрода на глубину провара сказывается при сварке на небольших токах При возрастании силы тока влияние диаметра электрода несколько сглаживается. Ширина шва растет с увеличением диаметра электрода, что вызвано повышением подвижности столба дуги.
Из приведенных данных следует, что заданная глубина провара может быть достигнута при уменьшении диаметра электрода при более низкой силе тока. Однако применение электрода малого диаметра приводит к уменьшению коэффициента формы шва, затруднению точного направления электрода по шву (при механизированных способах сварки) и ухудшению формы усиления.
|

