Технология электрической сваркиПорошковые проволоки для сварки в углекислом газе
Сварка в углекислом газе проволокой сплошного сечения Св-08Г2С наряду с известными преимуществами, обусловившими ее массовое применение, имеет ряд недостатков. Важнейшие из них: повышенное разбрызгивание электродного металла и посредственный внешний вид швов при сварке проволокой диаметром 1,6—2,0 мм в диапазоне наиболее употребляемых сварочных токов (340—400 А). В ряде случаев наблюдается недостаточная пластичность металла шва.
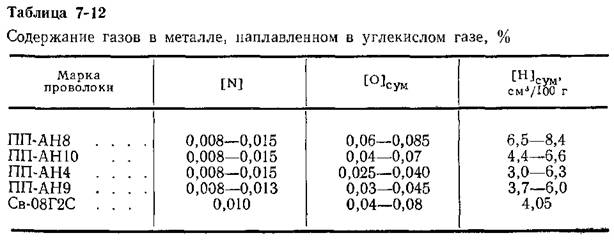
Применение порошковой проволоки позволяет устранить эти недостатки. Введение в сердечник проволоки шлакообразующих составляющих и раскислителей в сочетании с дополнительной защитой углекислым газом позволяет хорошо раскислить металл сварочной ванны, интенсивно обработать его шлаком и снизить содержание в нем газов и неметаллических включений (табл. 7-12). При этом существенно повышается пластичность металла швов.
При сварке порошковой проволокой нагрев основного металла менее концентрированный, чем при сварке сплошной проволокой. Это дает возможность получить благоприятную форму швов при высоких скоростях плавления металла. Введением в сердечник проволоки материалов, активно влияющих на характеристики дуги, достигается высокая стабильность дугового процесса и минимальное разбрызгивание электродного металла.
Основу сердечника проволок, используемых с дополнительной защитой углекислым газом, составляют шлакообразующие материалы, ферросплавы и железный порошок. Наиболее распространены шлаковые системы ТЮ2—Si02, ТЮ2—CaF2, MgO—-ТЮ2— CaF2, CaO—Ti02—CaF2 и др. До 60% массы сердечника составляет железный порошок. Его вводят с целью увеличения производительности сварки и придания проволоке благоприятных сварочно-технологических свойств.
В качестве шлакообразующих материалов в сердечник проволок рутилового типа вводят рутиловый концентрат, алюмосиликаты и руды. Раскисление металла в основном осуществляется ферромарганцем. Содержание кремнезема в сердечнике проволок этого типа необходимо ограничивать с целью предупреждения развития реакции восстановления кремния:

При понижении температуры в ванне реакция идет влево. Продукты реакции, не успевая всплыть из ванны, остаются в ней в виде неметаллических включений и могут снизить пластичность швов. Проволоки с рутиловым сердечником обеспечивают устойчивое горение дуги в широком диапазоне токов, отличное формирование швов, малое разбрызгивание электродного металла. Металл шва и сварные соединения, выполненные проволоками рутилового типа на низкоуглеродистых и низколегированных сталях, отвечают требованиям, предъявляемым к электродам типа Э50А.
Основу шлакообразующей части сердечника проволок рутил-флюоритного типа составляют рутиловый и флюоритовый концентраты. Раскисление осуществляется ферромарганцем и ферросилицием. Проволоки этого типа обычно не содержат кремнезема. Входящий в состав сердечника фтористый кальций, являясь флюсующим реагентом, обеспечивает минимальное содержание неметаллических включений в металле шва и исключительно высокую его пластичность, превосходящую пластичность швов, выполненных электродами типа Э50АФ.
В промышленности для сварки низкоуглеродистых и низколегированных сталей нашли широкое применение рутиловые проволоки марок ПП-АН8 и ПП-АН10 и рутил-флюоритные проволоки марок ПП-АН4 и ПП-АН9 (табл. 7-13).

Рутиловые проволоки применяют при изготовлении большой номенклатуры деталей и узлов машин, строительных металло-, конструкций и особенно на тех объектах, где к внешнему виду швов предъявляются повышенные требования. Проволоки рутил-флюоритного типа рекомендуются для сварки особо ответственных конструкций, эксплуатируемых в сложных климатических условиях при значительных динамических и знакопеременных нагрузках.
Применение порошковых проволок позволяет значительно повысить производительность сварки. Производительность полуавтоматической сварки порошковой проволокой в 2—4 раза выше, чем ручной сварки покрытыми электродами, и на 10—15% выше, чем проволокой Св-08Г2С (рис. 7-7).
Себестоимость металла, наплавленного порошковыми проволоками, на 20—30% ниже, чем металла, наплавленного покрытыми электродами. При сварке в углекислом газе себестоимость наплавленного порошковыми проволоками металла несколько выше, чем проволокой Св-08Г2С. При изготовлении ответственных металлоконструкций обычно требуется механическая обработка швов для придания им благоприятной формы и очистки конструкций от брызг. В этом случае применение порошковых проволок благодаря их отличным сварочно-технологическим свойствам и минимальному разбрызгиванию металла более эффективно, чем проволоки сплошного сечения марки Св-08Г2С. Так, например, применение порошковой проволоки ПП-АН8 на экскаваторных заводах позволило снизить трудоемкость сварочных работ на 25—30%, а на заводах сельхозмашиностроения на 30—40%.
На Ждановском заводе металлоконструкций широкое внедрение сварки порошковой проволокой позволило уменьшить в 2 раза количество постов для ручной сварки. Это увеличило среднюю производительность сварщиков на 46%. Замена электродов УОНИ-13/45 проволокой ПП-АН8 позволило получить 281 руб. экономии на каждой тонне израсходованной проволоки.
|

