Технология электрической сваркиОсобые методы дуговой сварки
Дуговая сварка без перемещения (подачи) электрода. При сварке электрозаклепками дуговой процесс идет без подачи электродной проволоки в зону дуги (рис. 3-7). Стержень из электродной проволоки диаметром 3—6 мм укрепляют в специальном держателе—заклепочнике и прикасают к изделию в месте, где должна быть электрозаклепка. Пространство вокруг электрода засыпают флюсом. Напряжение от источника питания постоянного или переменного тока подводится к свариваемой детали и электродному стержню (через токоподводящее устройство заклепочника). При включении тока конец электрода в месте его соприкосновения со свариваемой деталью расплавляется. Возбуждается дуга, которая, оплавляя конец электрода и заваривая точку, удлиняется до естественного обрыва. Этот же принцип используется для заварки отверстий в металле.
Существует много типов электрозаклепочников. В серийном и массовом производстве применяют машины для сварки нескольких электрозаклепок — многоточечные машины. В зону дуги при сварке электрозаклепок может подаваться также защитный газ. Для получения электрозаклепок пригодна и тонкая электродная


проволока, закрепляемая в обычных держателях для полуавтоматической сварки. Процех сварки в этом случае отличается от процесса сварки швов только отсутствием перемещения дуги вдоль свариваемого изделия.
Вибродуговая наплавка
Разновидностью стационарного дугового процесса является используемый в сварочной технике прерывистый дуговой процесс, получивший название вибродугового (рис. 3-8). При помощи электромагнитного или другого механизма тонкая электродная проволока подается к изделию и отводится от него с частотой до 100 раз в секунду. При этом конец электрода претерпевает возвратно-поступательное перемещение с амплитудой 0,5—3 мм.
К электроду и изделию подводится напряжение от источника питания постоянного или переменного тока. В конечный момент подачи электрода к изделию происходит короткое замыкание электрической цепи. В этот период за счет теплоты, выделяемой в месте контакта электрода с изделием, образуется перемычка из жидкого металла.
В следующий момент, при принудительном отходе электрода от изделия, перемычка разрывается и возникает дуговой разряд. В период дугового разряда происходит плавление основного и электродного металлов и перенос жидкого электродного металла на изделие. По мере отхода конца электрода от изделия дуга растягивается и обрывается. Продолжительность горения дуги может изменяться в зависимости от характеристики источника питания. Дойдя до крайнего положения, электрод начинает снова приближаться к изделию, пока вновь не наступит короткое замыкание. Далее процесс повторяется. Для охлаждения детали и защиты сварочной ванны от окружающего воздуха на деталь через специальные сопла подается струя жидкости (обычно раствор кальцинированной соды или 25%-ный раствор технического глицерина в воде). Возможен процесс с флюсовой защитой. Так как длительность существования дугового разряда составляет всего —20% времени общего цикла и чередуется с периодами полного отсутствия выделения теплоты (период холостого хода) и периодом малого его выделения (период короткого замыкания), при вибродуговом процессе обеспечиваются неглубокий провар основного металла, большие скорости остывания металла сварочной ванны и наплавка слоя малой толщины (0,5—3 мм). Зона термического влияния невелика.
Наличие охлаждающей жидкости позволяет увеличить скорость охлаждения металла сварочной ванны и околошовной зоны, т. е. повысить его прочность и уменьшить деформации. Эти особенности вибродугового процесса послужили основанием для его применения при наплавке на детали небольшого размера с малой толщиной стенок тонкого слоя металла, к качеству которого не предъявляются высокие требования, например при восстановлении термо-обработанных деталей (осей, шеек валов малого диаметра, шпинделей токарных станков, автотракторных деталей).
Режим наплавки: сила тока 100—250 А, напряжение дуги 18— 25 В. Производительность процесса составляет 1—2 кг наплавленного металла в час. Структура и свойства металла шва не всегда однородны.
Сварка короткой дугой
Для соединения тонкого металла во всех пространственных положениях находит применение сварка в защитных газах короткой дугой электродной проволокой диаметром 0,7—1,2 мм при силе тока 50—175 А и напряжении дуги 12—18 В. Характерной особенностью процесса, обусловленной малым напряжением дуги, являются периодические (с частотой 20—200 раз в секунду) замыкания дугового промежутка, во время которых происходит перенос электродного металла в сварочную ванну. Процесс, несмотря на малую мощность дуги, весьма устойчив и обеспечивает равномерное проплавление основного металла.
Для сварки короткой дугой необходимы специальные источники питания с постепенным нарастанием тока короткого замыкания, обеспечивающие устойчивое возбуждение дуги. Если это условие не соблюдено, то происходит взрыв жидкой перемычки и дуга повторно не возбуждается. Наилучшие результаты для защиты дуги дает применение смеси из нескольких газов (аргона и гелия, углекислого газа и аргона и др.). Сварка в чистом углекислом газе затруднена из-за нестабильного повторного возбуждения дуги и разбрызгивания металла.
Ваннодуговая сварка
Для соединения деталей небольшого сечения прямоугольной и цилиндрической формы и, в частности, для сварки арматуры железобетона находит применение ваннодуговая сварка, являющаяся разновидностью дуговой сварки. Источником теплоты при ваннодуговой сварке служит дуга, горящая между покрытым электродом и металлической ванной. Шов имеет небольшую протяженность, а процесс ведется непрерывно, в результате чего образуется металлическая ванна значительного объема. Расплавление кромок свариваемого металла для этого случая достигается не только за счет непосредственного воздействия сварочной дуги, но и за счет теплоты, выделяемой металлической ванной.
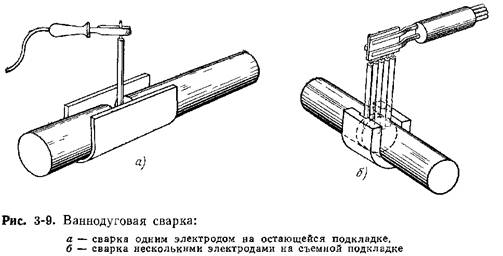
Для удержания жидкого металла служат остающиеся стальные или съемные керамические и медные подкладки-формы (рис. 3-9, а> б), с трех сторон охватывающие место стыка. Подача электрода по мере его плавления в зону дуги осуществляется вручную или полуавтоматом. При некоторых условиях дуговой процесс может переходить в электрошлаковый. Источником теплоты в этом случае служит металлическая или шлаковая (образовавшаяся за счет плавления покрытия электродов) ванна. В зависимости от количества электродов различают одноэлектродную и многоэлектродную (двумя электродами, пучком, гребенкой) ваннодуговую сварку. Многоэлектродная сварка может осуществляться от однофазных или трехфазных источников питания.
Забиваем Сайты В ТОП КУВАЛДОЙ - Уникальные возможности от SeoHammer
Каждая ссылка анализируется по трем пакетам оценки: SEO, Трафик и SMM.
SeoHammer делает продвижение сайта прозрачным и простым занятием.
Ссылки, вечные ссылки, статьи, упоминания, пресс-релизы - используйте по максимуму потенциал SeoHammer для продвижения вашего сайта.
Что умеет делать SeoHammer
— Продвижение в один клик, интеллектуальный подбор запросов, покупка самых лучших ссылок с высокой степенью качества у лучших бирж ссылок.
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз,
а первые результаты появляются уже в течение первых 7 дней.
Зарегистрироваться и Начать продвижение
Сварка лежачим и наклонным электродом
В последнее время достаточно широкое применение нашли давно известные, но мало используемые ранее способы сварки наклонным (гравитационная сварка, рис. 3-10) и лежачим электродом. Интерес к этим способам обусловлен усовершенствованием оборудования и улучшением качества электродов. Это позволяет одному рабочему обслуживать три-четыре поста, что обеспечивает повышение производительности труда даже по сравнению с полуавтоматической сваркой.
 Электроды, применяемые для сварки лежачим электродом, состоят из внутреннего стержня, нанесенного на него слоя покрытия и наружной оболочки круглой или другой формы, имеющей продольный паз. Наличие лаза приводит к концентрации дуги на противоположной ему поверхности электрода и стабилизации процесса сварки. Ток подводится к внутреннему стержню и наружной оболочке. При сварке наклонным и лежачим электродами обеспечивается хорошее формирование шва. Электроды, применяемые для сварки лежачим электродом, состоят из внутреннего стержня, нанесенного на него слоя покрытия и наружной оболочки круглой или другой формы, имеющей продольный паз. Наличие лаза приводит к концентрации дуги на противоположной ему поверхности электрода и стабилизации процесса сварки. Ток подводится к внутреннему стержню и наружной оболочке. При сварке наклонным и лежачим электродами обеспечивается хорошее формирование шва.
Электрошлаковая сварка
Электрошлаковую сварку производят при вертикальном или близком к нему положении оси шва (с углом наклона до 30° к вертикали). Благодаря совпадению оси шва с направлением силы тяжести значительно облегчается всплывание газовых пузырей, шлака и других легких примесей и удаление их из металла. Улучшается заполнение металлом междендритных пустот. В результате склонность к образованию пор и других неплотностей при электрошлаковой сварке во много раз ниже, чем при дуговой сварке в нижнем положении: меньше чувствительность к влажности шлака, ржавчине и загрязнениям кромок.
Вследствие благоприятного направления роста кристаллов в большинстве случаев отсутствует так называемая зона слабины, наблюдаемая в швах большого сечения, сваренных в нижнем положении. Это же обстоятельство значительно снижает склонность швов к образованию горячих трещин. Температурные условия в околошовной зоне характеризуются как большей погонной энергией по сравнению с отдельным слоем многослойной сварки, так и предварительным подогревом, создаваемым шлаковой ванной. Нагрев кромок начинается на уровне поверхности шлаковой ванны, а плавиться они начинают в непосредственной близости от металлической ванны. Между началом подогрева и плавлением проходит 2—3 мин и более, вследствие чего снижаются скорости нагрева и последующего охлаждения металла.
Так как электрошлаковая сварка толстого металла производится в один проход, то устраняется наиболее распространенный дефект многослойной сварки —- шлаковые включения от неудаленного сварочного шлака. Металл любой толщины сваривают без снятия фасок; разделка образуется зазором между прямыми кромками. Благодаря этому стоимость подготовки кромок снижается в несколько раз. Подготовку кромок производят, как правило, машинной газовой резкой. Однако и механическая обработка кромок под электрошлаковую сварку обходится значительно дешевле, чем под дуговую. При прогибе длинной пластины или неточной форме обечайки получение заданного скоса кромки механической обработкой сильно затруднено, прямые же кромки легко обрабатываются при любых искривлениях. Значительно облегчается строгание кромок пакетом.
Благодаря симметричности разделки и положения в ней электродов отсутствуют угловые деформации свариваемых листов.
При электрошлаковой сварке следует различать расчетные, сборочные и сварочные зазоры. Расчетный зазор — это фиктивная величина, на основании которой подсчитывают размеры свариваемых деталей. Величины расчетных зазоров приведены в ГОСТ 15164—-69. Сборочный зазор превышает расчетный на величину ожидаемой деформации. Он обычно не одинаков по длине стыка и расширяется кверху. Сварочный зазор — это зазор в месте сварки. Он является элементом режима, так как от него зависит скорость сварки.
Электрошлаковый процесс возможен при различных сечениях и формах электродов, начиная с проволок диаметром меньше миллиметра и кончая пластинами сечением в десятки квадратных сантиметров. Наиболее часто применяют проволоки диаметром 3 мм или пластины толщиной 8—12 мм и шириной на 15—20 мм меньше толщины свариваемого металла.
При большом диаметре сварочной проволоки и толщине металла до 60—100 мм мундштук может оставаться вне разделки. Проволока проходит через аппарат, изгибается и подается в разделку по дуге окружности с таким расчетом, чтобы на уровне поверхности металлической ванны ось проволоки совпадала с осью шва. Этим обеспечиваются постоянство положения электрода относительно оси разделки при колебаниях уровня металлической ванны и непрерывный подогрев поверхности металлической ванны. При больших толщинах металла и малом диаметре электрода такая схема не обеспечивает точного направления электрода, мундштук приходится вводить внутрь разделки. При этом электрод выпрямляется внутри разделки, чем обеспечивается совпадение осей шва и электрода независимо от положения металлической ванны.
При сварке проволокой формирование лицевой стороны шва (со стороны аппарата) выполняется скользящим ползуном. Для обратной стороны шва применяют ползуны, неподвижные медные подкладки или стальные привариваемые подкладки. Во всех случаях, где это возможно, предпочтение следует отдавать ползуну. Он требует меньше времени на установку, меньшего расхода меди и затрат на изготовление, не требует дополнительных устройств для крепления, обеспечивает хороший обзор сварочного пространства, позволяет продолжать сварку при выходе из строя верхнего мундштука. Медную подкладку и остающуюся подкладку применяют в недоступных при сварке местах или при очень неровной поверхности изделия.
При сварке плавящимся мундштуком и пластиной основным элементом формирующего устройства является медная подкладка. Однако в доступных местах при удовлетворительной поверхности ее следует заменять ползунами. Привариваемая подкладка удобна там, где ее можно использовать как сборочную. Однако применять ее следует осторожно, так как создается концентрация напряжений (особенно при угловых швах) и могут возникнуть трещины.
Кроме того, привариваемая подкладка требует большого расхода металла, а подгонка ее к неровной поверхности затруднительна.
Ввиду неэлектропроводности твердого шлака для начала электрошлакового процесса его необходимо расплавить и довести до высокой температуры, при которой процесс идет устойчиво. Практически нагрев осуществляется электрической дугой, возбуждаемой между электродом и изделием внутри разделки. По мере расплавления шлак шунтирует дугу, гасит ее, и процесс переходит в электрошлаковый. Так как условия устойчивости электрошлакового процесса во многом противоположны условиям стабилизации дугового разряда, то возбуждение дуги и наплавление шлаковой ванны сопряжены с известными трудностями.
Сервис онлайн-записи на собственном Telegram-боте
Попробуйте сервис онлайн-записи VisitTime на основе вашего собственного Telegram-бота:
— Разгрузит мастера, специалиста или компанию;
— Позволит гибко управлять расписанием и загрузкой;
— Разошлет оповещения о новых услугах или акциях;
— Позволит принять оплату на карту/кошелек/счет;
— Позволит записываться на групповые и персональные посещения;
— Поможет получить от клиента отзывы о визите к вам;
— Включает в себя сервис чаевых.
Для новых пользователей первый месяц бесплатно.
Зарегистрироваться в сервисе
Заметно облегчить начало сварки можно уменьшением скорости подачи электродной проволоки в начале процесса до 100—120 м/ч. С этой целью механизмы подачи аппаратов для электрошлаковой сварки имеют электродвигатели с регулируемой частотой вращения. Еще больше облегчает начало сварки засыпка на дно входного кармана железного порошка слоем около 20 мм. При сварке электродом большого сечения и отсутствии железного порошка можно применять специальный флюс, электропроводный в твердом состоянии.
Сварку начинают с горизонтально расположенной пластины одинаковой толщины со свариваемыми листами (входная планка). Во избежание образования в начале шва дефектов в пластине делают вырез глубиной до 50 мм. За время заполнения выреза металлом успевает установиться процесс и несколько подогреваются кромки изделия. Перед началом сварки головку и ползун устанавливают в такое положение, чтобы сварка началась на 30— 50 мм ниже нормального уровня ванны. Вырез в начальной планке заваривается без подъема аппарата. После того, как уровень металлической ванны займет заданное режимом положение относительно ползуна, включается вертикальное перемещение. Повышенный вылет электрода в начале сварки ускоряет установление электрошлакового процесса.
В начале сварки часто происходит короткое замыкание электрода и его выгибание к передним или задним кромкам. Чтобы избежать при этом повреждения ползуна или подкладки, их рекомендуется защищать тонкими полосками из жести, завернутыми для изоляции в бумагу, или же тонкими деревянными пластинками. Сварку следует начинать на повышенном напряжении. После оплавления кромок изделия напряжение снижают до величины, заданной режимом.
В конце шва обычно образуется усадочная раковина глубиной до 20—30 мм. Для вывода ее за пределы шва над разделкой устанавливают выводные планки высотой не менее 80 мм. Сварку продолжают до переливания шлака через выводные планки. Данные, приведенные в табл. 3-2, действительны для низкоуглеродистых сталей. Для высокоуглеродистых и легированных сталей

Пределы могут быть уже. Металл толщиной 16—40 мм сваривается одним электродом с неподвижной осью, а толщиной 40—70 мм — одним электродом с колебаниями. Электрошлаковую сварку металла толщиной меньше 40 мм применяют только взамен ручной сварки вертикальных швов, кантовка которых в нижнее положение невозможна или невыгодна. В других случаях такой металл выгоднее сваривать дуговой сваркой под флюсом.
По экономическим соображениям число электродов следует увеличивать раньше, чем будет достигнут технический предел свариваемой толщины. Однако производительность сварки растет не пропорционально числу электродов, а значительно медленнее. Если при меньшем числе электродов скорость подачи электродной проволоки была принята максимально допустимой по условиям отсутствия горячих трещин в шве, то, увеличивая их число, приходится снижать скорость подачи.
Металл толщиной 70—150 мм выгодно сваривать двумя электродами, причем для металла толщиной свыше 85 мм следует применять колебания электродов. В интервале толщин 70—85 мм размах колебаний слишком мал, и осложнять процесс колебаниями нецелесообразно. Металл толщиной свыше 150 мм сваривают, как правило, тремя электродами с колебаниями. При сварке мундштуками, вводимыми сбоку, больше трех электродов не применяют. При сварке несколькими электродами их включают в трехфазную систему питания. При этом для большей равномерности загрузки сети и оборудования число электродов желательно выбирать кратным трем.
|

