Технология электрической сваркиНапряжение дуги
При дуговом процессе напряжение дуги мало влияет на глубину провара Ширина шва связана с напряжением прямой зависимостью. С увеличением напряжения дуги в практически применяемых пределах ширина шва увеличивается. Для иллюстрации этого положения на рис. 5-52, а, б, в приведены зависимости между шириной шва и напряжением дуги при сварке под флюсом Из всех элементов режима напряжение дуги оказывает наибольшее влияние на ширину шва и является элементом режима, за счет которого при механизированных способах сварки изменяют ширину шва в желаемом направлении.
При сварке вручную покрытыми электродами напряжение дуги изменяется в узких пределах (18—22 В) и поэтому не является элементом режима, за счет которого можно изменять ширину шва в нужном направлении. При ручной сварке ширина шва изменяется путем поперечного перемещения (колебания) конца электрода.
Скорость сварки. Влияние скорости сварки на глубину погружения дуги носит сложный характер. При малых скоростях (порядка 10—12 м/ч при сварке под флюсом и 1,0—1,5 м/ч при ручной дуговой сварке) глубина провара минимальна. Это обусловлено уменьшением интенсивности вытеснения сварочной ванны из-под основания дуги при характерном для этих случаев вертикальном ее расположении. У основания дуги образуется слой жидкого металла, который препятствует проплавлению основного металла.
Повышение скорости сварки до некоторого значения, зависящего от конкретных условий, приводит к увеличению глубины провара Так, при сварке под флюсом увеличение скорости сварки от 10 до 25 м/ч приводит к увеличению глубины провара. Дальнейшее увеличение скорости сварки вызывает снижение глубины провара за счет уменьшения погонной энергии (рис. 5-53).
Ширина шва связана со скоростью сварки обратной зависимостью Увеличение скорости сварки приводит к уменьшению ширины шва, что обусловлено уменьшением подвижности дуги
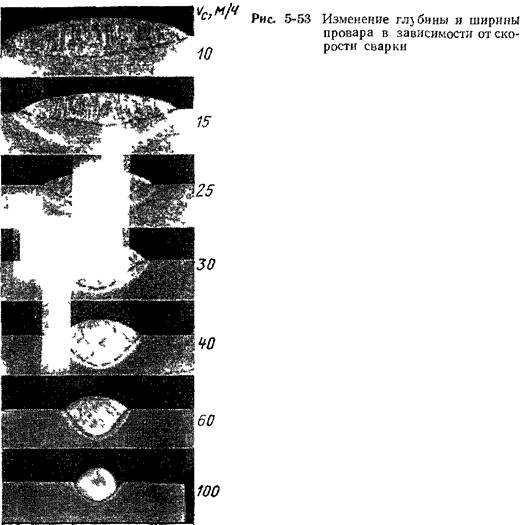
при повышении скорости ее передвижения Указанная закономерность сохраняется при всех значениях скорости сварки (рис 5-53) Изменение скорости сварки является весьма эффективным средством изменения ширины шва при всех способах дуговой сварки.
Поперечное перемещение конца электрода позволяет значительно изменять ширину шва и глубину провара Этот метод широко применяется при ручной сварке При увеличении амплитуды перемещения конца электрода снижается глубина провара и значительно увеличивается ширина шва, что связано с уменьшением концентрации источника нагрева При механизированных способах сварки поперечное перемещение электрода также приводит к изменению ширины шва и глубины проплавления. Аналогичные изменения формы шва наблюдаются при сварке сдвоенным электродом и электродной лентой
При увеличении вылета электрода возрастает интенсивность его плавления, в результате чего снижается сила тока, а следовательно, и глубина провара. При сварке электродной проволокой диаметром 3 мм и выше изменение величины вылета в пределах ± (6—8) мм, часто наблюдаемое на практике, не оказывает заметного влияния на формирование шва При сварке проволокой диаметром 0,8—2 мм такие колебания вылета электрода могут привести к некоторому изменению конфигурации шва.
|

