Технология электрической сваркиТехнологические особенности основных процессов сварки плавлением
Сварка покрытыми электродами
Покрытые электроды применяют в основном при ручном процессе. Сварку можно выполнять во всех пространственных положениях и в условиях монтажа. Сваривают черные и цветные металлы и различные сплавы практически любой толщины. Покрытые электроды находят достаточно широкое применение и при наплавке. Основной объем работ при ручной сварке выполняется электродами диаметром 2—6 мм при силе тока 100—-400 А и напряжении дуги 18— 30 В. В ряде случаев используют электроды меньшего или большего диаметра.
При сварке покрытыми электродами металл шва формируется главным образом за счет вводимого в шов электродного металла, и поэтому производительность процесса определяется количеством электродного металла, переходящего в шов за час, смену или сутки Это количество пропорционально коэффициенту наплавки ан, величине тока и чистому времени горения дуги. Значение ан зависит от физико-химических свойств покрытия, рода тока и его полярности, состава электрода, режима сварки и изменяется обычно в пределах 8—12 г/А-ч.
При расчете количества электродного металла, расходуемого на сварку данного шва, исходят из коэффициента расплавления электрода ар (см. § 2-6). Коэффициент расплавления зависит от рода и полярности тока, состава покрытия (при других способах сварки —• от состава флюса или защитного газа), величины тока и напряжения, плотности тока в электроде и состава электродного стержни (или электродной проволоки).
Коэффициент наплавки меньше коэффициента расплавления на количество металла, теряемого на разбрызгивание и испарение. Отношение количества бесполезно затрачиваемого расплавленного металла ко всему количеству расплавленного металла называется коэффициентом потерь (см. §2-6). Его значения изменяются в зависимости от плотности тока в электроде, состава покрытия и режима сварки. Некоторые усредненные значения коэффициента потерь для покрытых электродов и других видов защиты (для сравнения) следующие: покрытые электроды 5—10%, углекислый газ 5—-12%, флюс 1—3%.
Если учесть, что при сварке покрытыми электродами до 15— 20% длины стержня электрода теряется в виде неиспользуемых отходов — огарков, то общие потери на угар, разбрызгивание и огарки составят до 30% стержня.
Выраженное в процентах отношение количества расплавленного металла, оседающего в виде брызг на основном металле, к количеству перешедшего в шов электродного металла называют коэффициентом набрызгивания. Чем выше значение этого коэффициента, тем больше труда необходимо затратить для удаления брызг со сварной конструкции.
Существует много методов повышения производительности ручной сварки покрытыми электродами. Наиболее эффективным из них является введение в состав покрытия железного порошка, что приводит к повышению коэффициента наплавки до 18 г/А-ч и позволяет значительно повысить производительность процесса по сравнению со сваркой обычными электродами. В этом случае в образовании шва принимает участие не только металл электродного стержня, но и металл, вводимый в состав покрытия в виде железного порошка. Электроды данного типа получили название высокопроизводительных. Коэффициент потерь для них имеет положительную величину, так как при определении значения коэффициента расплавления учитывается только металл, полученный от расплавления стержня, а при определении коэффициента наплавки учитывается и металл, перешедший из покрытия.
Сварку высокопроизводительными электродами можно выполнять переменным и постоянным током (прямой полярности), преимущественно в нижнем положении. Источники питания должны иметь повышенное напряжение холостого хода.
Из методов повышения производительности ручной сварки следует указать также сварку сдвоенным электродом, пучком электродов, трехфазной дугой и сварку с глубоким проваром.
При сварке сдвоенным электродом процесс ведут двумя стержнями, соединенными между собой контактной точечной сваркой (рис. 3-1). Дуга перебрасывается (блуждает) с электрода на электрод, попеременно оплавляя их. Производительность процесса в случае применения сдвоенных электродов повышается на 20— 40 % по сравнению со сваркой одним электродом. Повышение производительности достигается в результате некоторого увеличения коэффициента наплавки за счет подогрева электрода проходящим
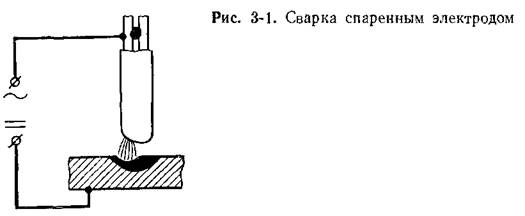
током при горении дуги на втором электроде, увеличения периода горения дуги и снижения затрат времени на смену электродов.
При сварке пучком, т. е. одновременно несколькими покрытыми электродами, соединенными между собой прихватками в месте крепления их в электрододержателе в общий пучок, ток через элек-трододержатель подводится ко всем входящим в пучок электродам. Так же, как при сварке сдвоенным электродом, дуга возбуждается на электроде, находящемся на более близком расстоянии от свариваемого изделия. При обгорании этого электрода дуга перебрасывается на другой электрод, расположенный в данный момент ближе к свариваемому изделию, чем предыдущий, и так далее. Электроды, расположенные вокруг плавящегося электрода, подогреваются теплотой излучения сварочной дуги. Производительность сварки пучком электродов повышается на 40— 50% за счет некоторого повышения коэффициента наплавки и увеличения коэффициента использования сварочного поста.
При сварке трехфазной дугой обычно применяют два электрода, к которым подводятся две фазы от источника питания. Третья фаза подводится к детали. Электроды можно закреплять раздельно в двух обособленных держателях или располагать в одном держателе. Применение трехфазной дуги позволяет повысить производительность сварки на 50—60%.
При всех упомянутых способах повышения производительности процесса существенно затрудняется манипуляция электродом вследствие утяжеления электрододержателя, увеличения сечения электродов и, кроме того, несколько ухудшается формирование шва, что и определяет ограниченное применение этих методов.
Значительным резервом увеличения производительности ручной сварки является проведение организационных мероприятий, обеспечивающих повышение коэффициента использования сварочного поста и выбор разделки, предопределяющий минимальное сечение шва.
Забиваем Сайты В ТОП КУВАЛДОЙ - Уникальные возможности от SeoHammer
Каждая ссылка анализируется по трем пакетам оценки: SEO, Трафик и SMM.
SeoHammer делает продвижение сайта прозрачным и простым занятием.
Ссылки, вечные ссылки, статьи, упоминания, пресс-релизы - используйте по максимуму потенциал SeoHammer для продвижения вашего сайта.
Что умеет делать SeoHammer
— Продвижение в один клик, интеллектуальный подбор запросов, покупка самых лучших ссылок с высокой степенью качества у лучших бирж ссылок.
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз,
а первые результаты появляются уже в течение первых 7 дней.
Зарегистрироваться и Начать продвижение
При сварке с глубоким проваром (сварка с опиранием, сварка ультракороткой дугой) повышение производительности процесса достигается не столько за счет увеличения силы тока (на 20—40%) и коэффициента наплавки, сколько за счет обеспечения большей глубины провара основного металла. Это позволяет уменьшить глубину разделки кромок и сварить более толстый металл без разделки кромок с большей скоростью. Сварку выполняют без колебаний электрода поперек шва. При этом методе используют электроды с несколько увеличенной толщиной покрытия. Внешний диаметр электрода обычно равен 1,5 диаметрам электродного стержня.
При сварке на конце электрода образуется втулка из нерас-плавившегося покрытия, которой электрод опирается на изделие. Сварку ведут при повышенной скорости с наклоном электрода на 15—20° углом назад. Наличие втулки на конце электрода, повышение мощности дуги и отсутствие колебательных движений электрода определяют концентрированный ввод теплоты в основной металл и увеличение глубины провара. При повышенных силах тока предпочитают использовать переменный ток, чтобы устранить магнитное дутье, наблюдаемое при сварке постоянным током и отрицательно сказывающееся на формировании шва Электроды с глубоким проваром предназначены для сварки стыковых швов в нижнем положении и угловых швов в лодочку на низкоуглеродистых и низколегированных сталях. Широкого применения они не получили.
Выполнять швы, расположенные в нижнем положении и на вертикальной плоскости, можно автоматической сваркой покрытыми электродами диаметром 4—5 мм при силе тока 250—500 А и напряжении дуги 20—24 В. Автоматическая сварка покрытыми электродами всех видов находит ограниченное применение, что связано с незначительным повышением производительности труда при переходе от ручной сварки к автоматической. Производительность дуговой сварки определяется в основном величиной сварочного тока.
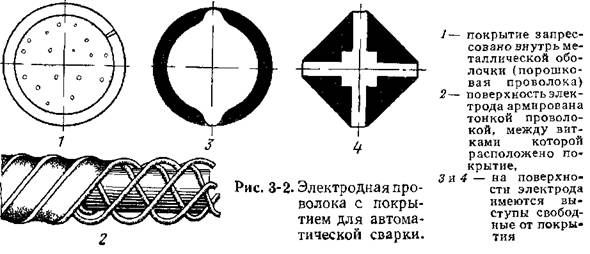
При автоматической сварке покрытыми электродами не удается повысить силу тока более чем на 20—30% по сравнению со сваркой вручную. При большем увеличении тока резко возрастают потери на угар и разбрызгивание и ухудшается формирование металла шва, что проявляется в отсутствии сплавления между основным металлом и металлом шва и бугристой неровной поверхностью последнего. Поэтому производительность автоматической сварки превышает производительность ручной сварки всего в 1,5— 2 раза, что в большинстве случаев не окупает затраты на изготовление и эксплуатацию специального оборудования. Для автоматической сварки покрытыми электродами применяют специальные электродные проволоки. Конструкции некоторых из них показаны на рис. 7-3.
-
Ручную сварку рационально применять для коротких швов, расположенных в различных пространственных положениях и при мелкосерийном характере производства. На монтаже применение ручной сварки оправдано при небольшом объеме работ даже для более протяженных швов. Целесообразно использовать ручную сварку при ремонте.
Ручная сварка рациональна для выполнения прихваток при сборке конструкций под сварку и при исправлении дефектных участков шва небольшой протяженности. Тенденция развития сварочной техники свидетельствует о том, что объем использования ручной дуговой сварки будет сокращаться, но она еще долгое время не потеряет своего значения.
|

