Ультра звуковая сварка пластмасс и металловФизические условия образования сварного соединения
ОБЩАЯ ХАРАКТЕРИСТИКА ПРОЦЕССА
 свариваемого материала. свариваемого материала.
Процесс образования сварного соединения характеризуется сложным взаимодействием многочисленных и разнородных факторов. С одной стороны, это комплекс явлений, связанный с интенсивными процессами внешнего трения, повышения температуры в свариваемых материалах, растрескиванием твердых и выгоранием жировых пленок, повышением пластичности, обмятием микро- и макронеровностей , сближением контактирующих поверхностей на расстояние, близкое к межатомному, и т. п. С другой стороны — это комплекс явлений, связанных с состоянием, способностью энергетического тракта подать эту энергию в зону сварки.
Передача энергии, особенно устойчивая, стабильная, сопряжена, как увидим ниже, с большими трудностями, так как мы не знаем, какими конкретно условиями предопределяется отбор мощностей. И это относится как к одной, так и к другой стороне этого явления при сварке тех или иных материалов.
Основными составляющими энергетики процесса УЗС являются процессы внешнего и внутреннего трения. Объем информации по важнейшим, уже установленным закономерностям внешнего трения достаточно большой. Но, к сожалению, применительно к УЗС этим вопросом никто не занимался. Сам подход к этой теме и полученные результаты показывают исключительную многоплановость явления внешнего трения при УЗС. Внешнее трение выступает при этом как носитель энергии, как положительное явление, без которого процесс УЗС практически был бы невозможен. О внутреннем трении, как одной из энергетических составляющих процесса УЗС металлов, упоминалось в ряде работ. Но в последней, наиболее обстоятельной, посвященной специально исследованию физических условий образования сварных соединений металлов [12] внешнее трение отнесено только к зонам схватывания, при этом энергетический вклад внутреннего трения не рассматривался.
При рассмотрении физических условий сварки полимеров, наоборот, доминирующую роль отводят внутреннему трению [6]. Роль внешнего трения просматривается только при сварке жестких1 полимеров. Таким образом, налицо противоречия и неполная информация о важнейших составляющих процесса трансформации энергии ультразвука в зоне контактирования свариваемых материалов.
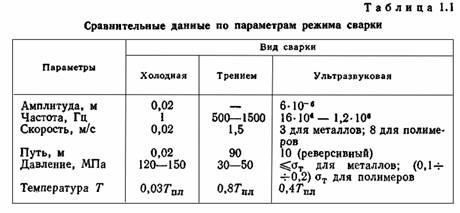
И еще одно обстоятельство. В литературе указывалось на однородность процесса УЗС с холодной сваркой, сваркой трением. Не останавливаясь на принципиальных схемах ввода энергии (они достаточно хорошо известны), приведем результаты сравнения основных параметров режимов сварки: амплитуды колебаний сварочного наконечника (пуансона), точки свариваемой детали, частоты колебаний, линейной скорости, общего пути движения, сварочных давлений и температуры в зоне сварки, т. е. достаточно большого числа показателей, которые должны объективно описывать динамику передачи энергии в зону сварки. Данные по этим параметрам сведены в табл. 1.1. Их сравнение показывает, что о подобии холодной сварки, сварки трением и УЗС можно говорить только как о первом приближении.
Все три рассматриваемых вида сварки не совпадают ни по одному из показателей. Сварка трением по амплитудам колебаний, частотам, характеру контактирования , т. е. важнейшим показателям процесса, не имеет с УЗС ничего общего. Разрыв возникающих межмолекулярных связей при сварке трением и соответствующее смещение точек достигает более 1 • 10е мкм, в то время как при УЗС она может составить не более 10 мкм. Холодная сварка тем более ни по одному из признаков не похожа на УЗС.
Специфический вид энергии — ультразвук — позволяет реализовать весьма ценные технологические свойства процесса сварки. К ним можно отнести следующие: низкую требовательность к состоянию свариваемых поверхностей; возможность сварки материалов с высокой электропроводностью (например, медь, алюминий); разнородных (сталь — алюминий), разнотолщинных (1 : 100). Ультразвуком хорошо сваривается большая группа термопластичных полимеров. Более того, некоторые из них, например полистирол, лавсан и другие, свариваются только ультразвуком.
УЗС практически нашла рациональные области использования в промышленности и имеет хорошо выраженную тенденцию к дальнейшему развитию. Высокая технико-экономическая эффективность использования УЗС пластмасс и металлов предопределяется в ряде случаев крайней технологической необходимостью, устранением вредных условий труда или реальным снижением трудозатрат.
|

