Практическая вибродиагностика и монтиторингНеоднородность потока в проточной части агрегатов с осевым потоком.
Вибромониторинг и изучение влияния неоднородности потока в проточной части агрегатов с осевым потоком на вибрацию представляют весьма сложную задачу и требует высокого профессионализма при измерениях в силу ряда причин, некоторые из которых: высокая частота колебаний на лопаточных частотах (8...20 кГц), т.е. необходимость применения высокочастотных пьезодатчиков и специальных способов их установки, нередко высокие температуры корпуса турбины (компрессора), затухание высокочастотных колебаний и др.
 , вибрации некратной частоте вращения ротора (например на собственной частоте лопаток), а также к широкополосной случайной вибрации. , вибрации некратной частоте вращения ротора (например на собственной частоте лопаток), а также к широкополосной случайной вибрации.
Хотя частотный состав спектра и значения компонентов высокочастотной вибрации большинства агрегатов индивидуальны в силу их сильной зависимости от множества конструктивных и эксплуатационных параметров, а также особенностей распространения всокочастотных колебаний, в большинстве случаев возможно создание обобщенных "эталонных" спектров по типам и маркам агрегатов. Статистические данные показывают, что вибрация на лопаточных частотах в паровых турбинах имеет намного меньшую величину, чем в компрессорах и газовых турбинах.
В процессе проведения мониторинга вибрации в области высоких частот во многих случаях вовремя удается обнаружить дефекты лопаток, приводящие к возрастанию неоднородности (турбулентности) потока, и, поскольку при этом возникают скорее не количественные, а качественные изменения характера вибрации в высокочастотной области спектра, решающую роль здесь играет квалификация специалиста.
Примером может служить случай с паровой турбиной Чешского производства, применявшейся для привода центробежного компрессора. На предприятии впервые был применен высокочастотный виброанализ на этом агрегате примерно за четыре месяца (см. рис. 12—14, спектр от 12.6.91 г.) до запланированного по программе ППО ремонта.
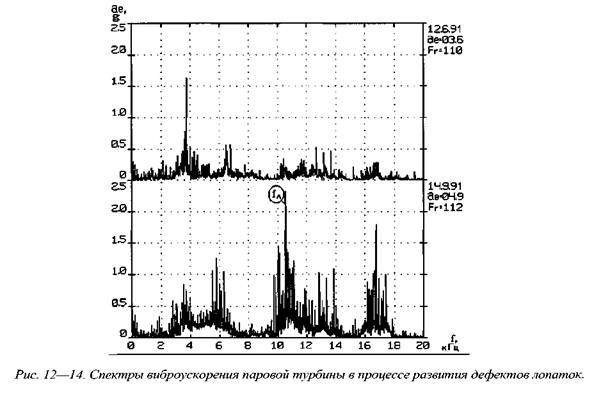
Во время проведения следующего измерения, при номинальном режиме работы агрегата, в спектре от 14.9.91 г. было обнаружено качественное изменение характера вибрации: высокая виброактивность в области частот 10... 18 кГц, в том числе на гармониках частоты вращения ротора. Это могло говорить о нарушении динамики потока и возможных дефектах лопаток.
Администрация приняла решение о продолжении эксплуатации агрегата и проведении ремонта через две недели при плановой остановке производства на профилактику. При этом нагрузка агрегата была ограничена.
После останова агрегата при проведении ревизии проточной части были обнаружены четыре деформированные лопатки, имевшие также трещины. В дальнейшем было установлено, что на одном из режимов работы агрегата при определенной частоте вращения ротора турбины возникали интенсивные колебания лопаток на собственной частоте, что привело к из повреждению. Как можно видеть из анализа спектров, приведенных на рис. 12—14, изменения вибрации были скорее не количественные, а качественные. Уровень высокочастотной вибрации не был опасным, однако в спектре вибрации появились широкополосные области, содержащие компоненты на лопаточной частоте, боковые частоты, случайная вибрация.
Как выяснилось в дальнейшем, на аналогичной установке другого предприятия произошло разрушение лопатки турбины этого типа практически без изменения характера вибрации в низкочастотной и среднечастотной области спектра.
Одна из основных проблем, возникающих при мониторинге компрессорного оборудования и турбоагрегатов, заключается в необходимости обнаружения дефектов лопаток по характеру вибрации и оценки степени развития дефекта при сравнении текущего и "эталонного" спектра: т.е. решения вопроса, связано ли увеличение вибрации на лопаточных частотах и боковых частотах и в других областях спектра с дефектами лопаток. Во многих случаях на этот вопрос можно ответить утвердительно.
 состоянием лопаток. состоянием лопаток.
 весьма существенна. Однако по уровню вибрации на боковых весьма существенна. Однако по уровню вибрации на боковых
частотах трудно дать какое —л ибо заключение о степени развития и серьезности дефекта. При ревизии, после останова "подозрительного" агрегата, были обнаружены поврежденные лопатки первой ступени.
Более достоверные сведения о степени развития подобных дефектов можно получить используя спектральный анализ огибающей высокочастотной вибрации вокруг лопаточной частоты и кепстральный анализ.
Важнейшим условием для получения достоверных результатов при сравнении "эталонного" и рабочего спектров, особенно в высокочастотной области, следует считать равные технологические (эксплуатационные) условия работы однотипных агрегатов, особенно по нагрузке.

|

