Дефекты сварных швов и соединенийГазовая полость (200; а)
ПОЛОСТЬ произвольной формы, без углов, образованная газами, задержанными в расплавленном металле
в виде одиночного дефекта в неответственных конструкциях
Недопустимо в сварных швах ответственных конструкций, поднадзорных органам технического надзора
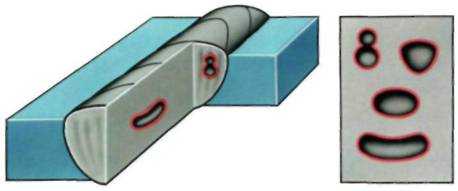
Внешние признаки: отсутствуют, так как дефект находится внутри сварного шва. Обнаруживают методом неразрушающего контроля.
Процесс возникновения: В сварочной ванне образуются пузырьки водорода, азота, окиси углерода и др. газов. Эти пузырьки фиксируются в металле шва при его кристаллизации.
Причины возникновения
плохая защита сварочной ванны от влияния воздуха;
неправильный выбор режима сварки:
сварка с большой длиной дуги;
недостаточное количество органических компонентов в составе электродного покрытия;
плохая прокалка электродов:
некачественная зачистка свариваемых кромок от ржавчины и загрязнений.
Способы предепреждения Перед сваркой:
тщательно зачищать кромки от ржавчины и грязи;
а прокаливать покрытые электроды согласно паспортным режимам для каждого типа и марки;
выбирать оптимальные режимы сварки.
Во время сварки:
сварка короткой дугой;
начало и конец сварного шва выполнять на выводных планках;
исключить воздействие сквозняка и ветра на сварочную дугу;
не вести сварку при повышенной влажности окружающей среды.
Способ устранения
|

