Дефекты сварных швов и соединенийГазовая пора (2011; Аа )
Дефектный участок вырубают или вычищают и вновь заваривают.
НЕСПЛОШНОСТЬ, образованная газами, задержанными в расплавленном металле. Имеет, как правило, сферическую форму
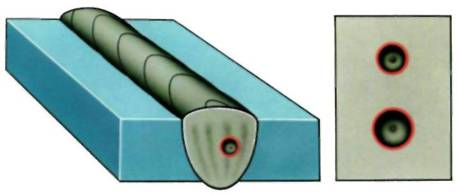
Внешние признаки: отсутствуют, так как дефект находится внутри сварного шва. Обнаруживают методом неразрушающего контроля.
Процесс возникновения: В жидкой сварочной ванне образуются газовые пузырьки. Они фиксируются в расплавленном металле шва при его кристаллизации.
Причины возникновения
местные загрязнения свариваемых поверхностей органическими веществами или ржавчиной;
неправильный выбор покрытого сварочного электрода:
локальное нарушение оптимальных параметров режима сварки;
сварка электродом с увлажненным покрытием;
повышенная вязкость металла сварочной ванны.
Способы предепреждения Перед сваркой:
электроды не должны иметь окис ленную поверхность стержня;
тщательно защищать кромки от ржавчины и грязи:
прокаливать покрытые электроды согласно паспортным режимам для каждого типа и марки.
Во время сварки:
вести сварку преимущественно в нижнем положении;
использовать режимы сварки с минимальной температурой сварочной ванны;
перемешивать сварочную ванну;
выполнять швы с увеличенной шириной сварочной ванны.
Способ устранения Дефектный участок вырубают или вычищают и вновь заваривают.
|

