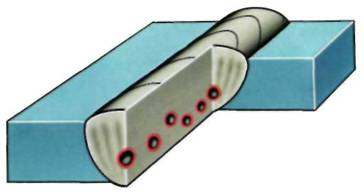
Дефекты сварных швов и соединенийЦепочка пор (2014)
РЯД газовых пор, расположенных в линию, обычно параллельно оси шва, с шагом менее трех максимальных размеров наибольшей из пор
Не допустимо , так как может стать причиной развития других опасных дефектов, например, трещин
Внешние признаки: отсутствуют, так как дефект находится внутри сварного шва. Обнаруживают методом неразрушающего контроля.
Процесс возникновения:
Кристаллизация металла сварочной ванны периодически опережает всплытие газовых пузырьков.
Причины возникновения
неоптимальная конфигурация сварного шва;
неправильный режим сварки;
сварка в узкую разделку;
сварка металла большой толщины на режимах с повышенной погонной энергией;
подсос воздуха через зазор между кромками;
подварка корня шва некачественными электродами;
плохая зачистка соединения.
Способы предепреждения Перед сваркой:
прокалить электроды;
очистить сварочную проволоку;
при сварке толстостенных конструкций применять многопроходную и многослойную сварку;
при сварке в щелевую разделку применять покрытые электроды с низким содержанием минеральных и органических пластификаторов.
Во время сварки:
использовать электроды малого (например, 3 мм) диаметра;
вести сварку швами с увеличенной шириной;
перемешивать сварочную ванну;
выдерживать постоянный режим сварки на всем протяжении шва.
СПОСОБЫ УСТРАНЕНИЯ Дефектный участок вырубают или вычищают и вновь заваривают.
|

