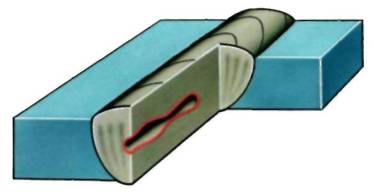
Дефекты сварных швов и соединенийПродолговатая газовая полость (2015; Ab )
НЕСПЛОШНОСТЬ, вытянутая вдоль оси сварного шва. Длина несплошности не менее чем в 2 раза превышает высоту
Не допустимо , так как при действии малоцикловых рабочих нагрузок полость может стать причиной образования трещин
Внешние признаки: отсутствуют, так как дефект находится внутри сварного шва. Продолговатые газовые полости обнаруживают методом неразрушающего контроля.
Процесс возникновения: П ри зарождении пузырька на границе твердого и жидкого металла давление в нем ниже атмосферного. Пузырек не может всплыть. В результате образуется полость из нескольких объединенных пузырьков.
Причины возникновения
наличие на поверхности металла отдельных мест, которые насыщены газами;
остатки ржавчины на поверхности свариваемых кромок;
высокая вязкость металла сварочной ванны.
Способы предепреждения
Перед сваркой:
использовать плавящиеся электроды, образующие металл шва с низкой вязкостью;
по возможности сварку вести при пониженном атмосферном давлении;
тщательно соблюдать температурный режим прокалки электродов.
Во время сварки:
сваривать швы в нижнем положении или в положении в лодочку;
не применять электроды с отколовшейся при первом зажигании дуги обмазкой;
применять технику сварки с перемешиванием жидкого металла сварочной ванны.
Способ устранения
Дефектный участок вырубают или вычищают и вновь заваривают.
|

