Дефекты сварных швов и соединенийСвищ (2016; A b )
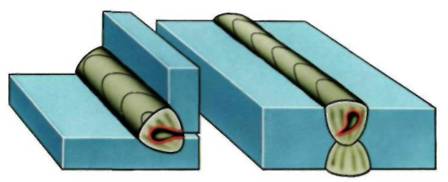
ТРУБЧАТАЯ ПОЛОСТЬ в металле сварного шва из-за выделений газа. Форма и положение свища зависят от режима затвердевания и вида газа. Обычно свищи скапливаются и распределяются елочкой
Не допустимо , так как свищ является концентратором напряжения
Внешние признаки: отсутствуют, так как дефект находится внутри сварного шва. Обнаруживают методом неразру-шающего контроля.
Процесс возникновения:
При сварке угловых швов в различных пространственных положениях, отличных от нижнего, подъемная сила не может выдавить пору наружу.
Причины возникновения
неблагоприятная геометрия сварочной ванны при сварке угловых, тавровых и нахлесточных соединений;
высокая вязкость металла сварочной ванны при сварке в потолочном вертикальном и горизонтальном положениях;
низкая пластичность металла шва;
образование закалочных структур;
внутренние напряжения от неравномерного нагрева.
Способы предепреждения
Перед сваркой:
использовать покрытые электроды обеспечивающие пониженную вязкость металла сварочной ванны;
прокаливать электроды согласно паспортным режимам;
тщательно защищать кромки от ржавчины и грязи.
Во время сварки:
сваривать швы в нижнем положении или в положении в лодочку;
при многослойной сварке формировать более широкие швы;
применять технику сварки с перемешиванием жидкого металла сварочной ванны.
Способ устранения Дефектный участок вырубают или вычищают и вновь заваривают.
|

