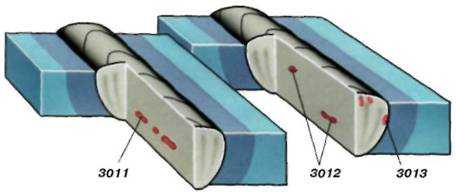
Дефекты сварных швов и соединенийШлаковое включение (301; B а)
ШЛАК, попавший в металл сварного шва. В зависимости от условий образования включения бывают: линейные (3011); разобщенные (3012); прочие (3013)
Допустимо при сварке неответственных конструкций |
Не допустимо при сварке конструкций, работающих при малоцикловом нагружении, и ответственных конструкций
Внешние признаки: отсутствуют, так как дефект находится внутри сварного шва. Обнаруживают методом неразрушающего контроля.
Процесс возникновения:
 представляющие собой элементы шлака. Они всплывают на поверхность жидкой сварочной ванны. При медленном всплытии шлаковые включения кристаллизуются в металле шва. представляющие собой элементы шлака. Они всплывают на поверхность жидкой сварочной ванны. При медленном всплытии шлаковые включения кристаллизуются в металле шва.
Причины возникновения
сложные физико-химические процессы, протекающие в сварочной ванне при сварке покрытыми электродами;
грязь на кромках;
малый сварочный ток;
большая скорость сварки.
Способы предепреждения Перед сваркой:
использовать электроды, обеспечивающие высокую жидкотекучесть металла сварочной ванны;
не использовать электроды с тонким и особо тонким покрытиями;
применять электроды с покрытиями обеспечивающими низкую вязкость и хорошую смачиваемость .
Во время сварки:
перемешивать жидкий металл сварочной ванны;
формировать шов минимальной ширины;
использовать режимы сварки, при которых время существования сварочной ванны минимально.
Способ устранения Дефектный участок удалить шлифовальным инструментом и заварить.
|

