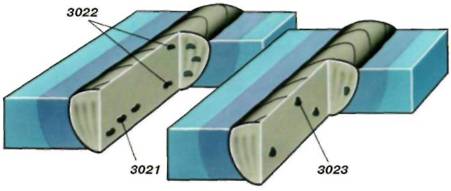
Дефекты сварных швов и соединенийФлюсовое включение (302; C )
ФЛЮС в металле сварного шва. В разных условиях образования включения бывают: линейные (3021); разобщенные (3022); прочие (3023)
Допустимо округлое , малых размеров в неответст-венных конструкциях
Не допустимо в конструкциях, работающих в сложных условиях эксплуатации, поднадзорных Ростехнадзору
Внешние признаки: отсутствуют, так как дефект находится внутри сварного шва. Обнаруживают методом неразрушающего контроля.
Процесс возникновения:
Гранулы флюса, не успев вступить в реакцию с расплавленным металлом и всплыть на поверхность жидкой сварочной ванны, быстро кристаллизуются в ней.
Причины возникновения
низкое качество флюса;
завышенная скорость сварки;
недостаточная сила тока;
случайное попадание гранул флюса в жидкий металл сварочной ванны.
Способы предепреждения
Перед сваркой:
использовать флюсы тех марок и грануляции, которые указаны в норма тивнотехнической документации.
Во время сварки:
соблюдать режим сварки, указанный в нормативно-технической документации;
не допускать случайного попадания сварочного флюса в жидкий металл сварочной ванны.
Способ устранения
Дефектный участок удалить шлифовальным инструментом и заварить повторно.
|

