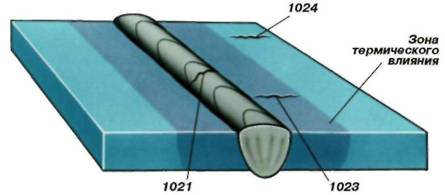
Дефекты сварных швов и соединений Поперечная трещина (102; Eb )
Трещина, ориентированная поперек оси сварного шва. Может располагаться в металле сварного шва (1021), в зоне термического влияния (1023), в основном металле (1024).
Недопустима , так как является очагом концентрации напряжений и развития разрушения
Внешние признаки: поперечные горячие трещины (1021) имеют на изломе желтовато-оранжевый оттенок; холодные трещины (1023) - чистый, блестящий вид кристаллов; трещины в основном металле (1024) - цвет металла.
Дефект виден невооруженным глазом или через лупу небольшого (2-4х) увеличения при визуальном контроле.
Процесс возникновения:
горячие трещины образуются, когда сварочная ванна представляет собой кристаллы и расплав. Легкоплавкие соединения являются причиной возникновения горячих трещин;
холодные трещины образуются в результате разрушения хрупких закалочных структур при возникновении значительных напряжений;
трещины в основном металле образуются под действием термического цикла сварки.
Причины возникновения
горячие трещины возникают в металле шва (1021) и на границе сплавления под действием растягивающих продольных напряжений, когда металл шва находится в твердо-жидком состоянии;
поперечные холодные трещины (1023) возникают в твердом металле околошовной зоны, где образуются хрупкие закалочные структуры, разрушающиеся под действием сварочных напряжений;
трещины в основном металле (1024) образуются в результате раскрытия дефектов, существующих при производстве металла.
Способы предепреждения
Перед сваркой:
применять металлы с пониженным содержанием серы, фосфора, углерода;
выбрать способ сварки и режимы, обеспечивающие минимальные продольные сварочные напряжения;
применять сборочные приспособления, исключающие продольные деформации.
Во время сварки:
вести сварку на минимальной погон ной энергии ниточными швами;
применять способы и приемы, снижающие уровень продольных напряжений;
формировать шов оптимальных размеров, препятствующих образованию поперечных трещин.
После сварки:
дать остыть металлу сварочных швов конструкции, не вынимая ее из сборочного приспособления.
Способ устранения
Место образования трещины необходимо удалить шлифовальным инструментом. Образовавшуюся полость заварить заново.
Стойкость металла к образованию горячих трещин зависит от величины и скорости нарастания действующих в период кристаллизации в металле шва растягивающих напряжений; химического состава металла шва и длительности его пребывания в состоянии пониженной пластичности; формы сварочной ванны; расположения межкристаллитных участков по отношению к растягивающим напряжениям, а также характера (темпа 1 и изменения упруго-пластической деформации.
Холодные трещины образуются в сварных соединениях при относительно невысоких температурах, когда металл шва и околошовной зоны приобретает высокие упругие свойства. Такие трещины зарождаются, как правило, через некоторое время после окончания сварки и затем медленно, на протяжении нескольких часов и даже суток распространяются подлинен глубине.
|

