Дефекты сварных швов и соединенийРадиальные трещины (103; Е)
Трещины, радиально расходящиеся из одной точки Могут располагаться в металле сварного шва (1031), в зоне термического влияния (1033), в основном металле (1034). Трещины этого типа, расходящиеся в разные стороны, известны как звездоподобные
Недопустимы, так как при действии рабочих нагрузок являются очагом развития разрушения конструкции
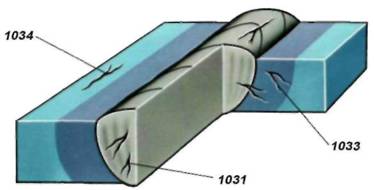
Внешние признаки: радиальные горячие трещины (1031) имеют на изломе желтовато-оранжевый оттенок; холодные трещины (1033) - чистый, блестящий вид кристаллов; трещины в основном металле (1034) - цвет металла. Дефект хорошо виден невооруженным глазом или через лупу небольшого (2-4х) увеличения при визуальном контроле.
Процесс возникновения:
горячие трещины образуются в результате силового воздействия сварочных напряжений по границам кристаллов, омываемых легкоплавкими эвтектиками;
холодные трещины образуются в результате разрыва хрупких кристаллов в зоне термического влияния под действием сварочных напряжений;
трещины в основном металле образуются как дефекты изготовления металла.
Причины возникновения
горячие трещины (1031) возникают в металле шва под действием растягивающих сварочных напряжений, когда металл шва находится в тверд о- жидком состоянии;
радиальные холодные трещины (1033) возникают в твердом металле околошовной зоны, где образуются хрупкие закалочные структуры, которые разрушаются под действием про дольных и поперечных сварочных напряжений;
трещины в основном металле (1034) образуются под действием термического цикла сварки.
Способы предепреждения
Перед сваркой:
применять металлы и сварочные материалы с пониженным содержанием серы, фосфора, углерода;
использовать технологические процессы сварки, обеспечивающие минимальный уровень сварочных напряжений;
применять кондукторы и прижимные приспособления, снижающие уровень сварочных напряжений
Во время сварки:
необходимо применять способы и приемы, снижающие остаточные
сварочные напряжения;
формировать шов оптимальных размеров;
применять режимы сварки, обеспечивающие уменьшение размеров кристаллов и деформацию сварного соединения.
После сварки:
дать остыть металлу сварных швов конструкции, не вынимая ее из сборочного приспособления.
Способ устранения
Место образования трещины удалить шлифовальным инструментом. Образовавшуюся полость заварить заново.
|

