Технология электрической сварки металлов и сплавов плавлениемОборудование для сварки и наплавки
Для выполнения сварочных работ необходим комплекс оборудования, обеспечивающего при том или ином участии сварщика получение швов заданного качества и конфигурации. К этому оборудованию предъявляются многочисленные и разнообразные требования, так как на условия выполнения сварки больше, чем на какой-либо другой технологический процесс обработки металлов (резание, ковка и др.), влияют размеры и форма заготовок, качество и точность сборки, а также изменение в процессе работы размеров деталей вследствие тепловых деформаций и изменения многочисленных параметров режима сварки.
Комплект технологически связанного между собой оборудования, необходимого для выполнения сварочных работ, принято называть сварочным постом или сварочной установкой. В состав поста или установки в зависимости от степени их оснащенности входят: а) сварочное оборудование, к которому относятся источник питания и сварочный аппарат с приборами управления и регулирования процесса; б) технологические сборочно-сварочные приспособления, позволяющие осуществить быструю и точную сборку деталей под сварку, удержать их в нужном положении во время работы и предотвратить или уменьшить при этом коробление свариваемого изделия; в) механическое и вспомогательное оборудование, предназначенное для манипулирования свариваемым изделием в процессе наложения шва и для крепления и перемещения сварочных аппаратов; г) инструмент — совокупность орудий, употребляемых в сварочном производстве: электродо-держатели, щетки, рубильные молотки и т. п.
В каждом отдельном случае установка или сварочный пост может иметь все перечисленные элементы или некоторые из них. Стационарный пост для ручной сварки — это участок производственной площади, снабженный источником сварочного тока, необходимыми технологическими приспособлениями и инструментом (рис. 8-1). Для защиты окружающих от излучения дуги участок огорожен брезентовыми шторами, перегородками или щитками. При сварке крупногабаритных изделий главным образом на монтаже используют передвижные посты, содержащие только источник питания, инструмент и легкие переносные средства защиты сварщика и окружающих.
Установка для автоматической сварки, показанная на рис. 8-2, содержит устройства для укладки, сборки и вращения свариваемого изделия, площадку для сварщика и другое оборудование. В ней механизированы, по крайней мере, две основные операции сварочного процесса: подача электрода и перемещение дуги вдоль свариваемых кромок. Установки, где механизирована только одна из этих операций, принято называть установками для полуавтоматической сварки (рис. 8-3).
В составе поста или установки всегда присутствуют сварочное оборудование и инструмент. В зависимости от особенностей свариваемых изделий и характера производства собственно процесс сварки имеет различный удельный вес. Значительное время расходуется на вспомогательные, сборочные и дополнительные работы, что снижает эффективность применения современных высокопроизводительных способов сварки. Поэтому сокращение
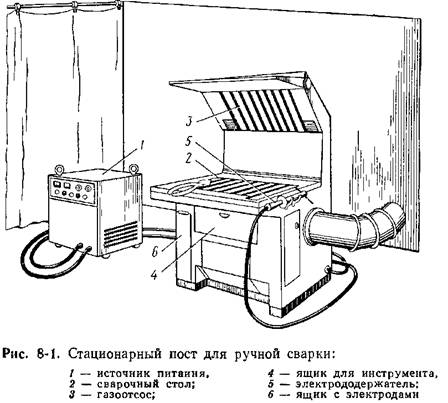

Рис. 8-2. Установка для автоматической сварки:
— сварочный аппарат;
— источник питания;
— шкаф с аппаратурой управления;
— тележка с колоииой;
— свариваемое изделие,
— рельсовый путь тележки,
— стенд для укладки и вращения изделия 5;
— сварочный провод,
— провод управления,
— площадка сварщика
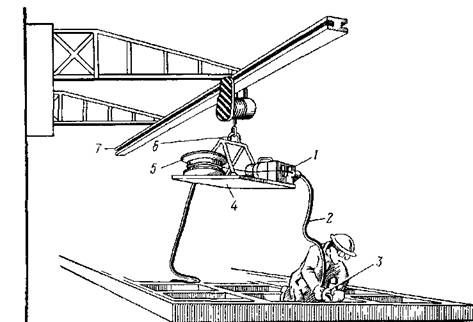
Рис. 8-3. Установка для полуавтоматической сварки:
— сварочный аппарат;
— гибкий направляющий каиал для электродной проволоки;
— ручная горелка;
— платформа;
— катушка с электродной проволокой;
— подвеска полуавтомата;
— крнсоль с рельсом
цикла производства и высокое качество сварных швов могут быть достигнуты только при комплексной механизации сварочных, сборочных и вспомогательных операций. Уровень комплексной механизации обусловливает наличие в составе установки технологических приспособлений, механического, вспомогательного и другого оборудования (транспортного, контрольного и т. п.).
|

