Технология электрической сварки металлов и сплавов плавлениемАппаратура и источники питания для дуговой сварки и наплавки
Процесс образования сварного соединения состоит из трех этапов: I — начала сварки (зажигание дуги и установление устойчивого дугового разряда); II — поддержания разряда и перемещения дуги вдоль кромок; III — прекращения сварки. Каждый из этапов предусматривает выполнение одновременно или в заданной последовательности ряда операций, в том числе: подвод к электроду и кромкам сварочного напряжения, возбуждение электрической дуги, нагрев кромок и присадочного материала, подача в зону дуги присадочного материала со скоростью, равной скорости его плавления, защита зоны сварки от соприкосновения с воздухом, перемещение дуги вдоль кромок, заварка кратера в конце шва и др.
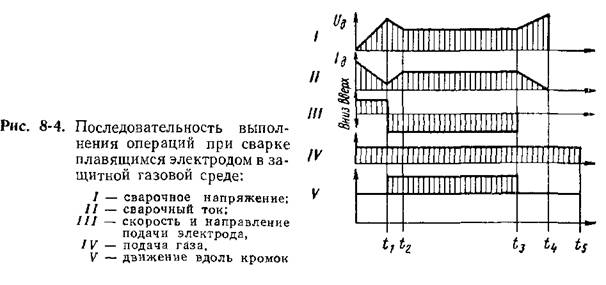
На рис. 8-4 в качестве примера показана циклограмма процесса дуговой автоматической сварки плавящимся электродом в защитной газовой среде. По команде оператора включается сварочное напряжение на предварительно закороченный на изделие электрод. Одновременно электрод отрывается от изделия и включается подача защитного газа. За время tx происходит возбуждение дуги. К моменту t2 заканчивается установление дугового процесса: напряжение и ток достигают рабочей величины, начинается подача электрода в сторону изделия, образуется сварочная ванна и начинается движение дуги вдоль кромок. Время /2— £3 соответствует основному этапу образования шва. Команда на прекращение сварки вызывает остановку подачи электрода и прекращение движения вдоль кромок. Дуга растягивается до естественного обрыва (£4), сила тока падает до нуля, сварочное напряжение отключается. Еще
некоторое время (4) продолжается подача газа для защиты от воздуха горячего металла.
Для различных способов сварки существуют свои циклограммы, определяющие последовательность операций. Эти операции могут выполняться вручную или механизированным путем, сварочным аппаратом, содержащим соответствующие механизмы и устройства для их выполнения.
Форма шва и качество соединения определяются параметрами режима сварки (/св, £/д, vCB и др.), а также точностью направления электрода по стыку, что достигается настройкой аппарата. Поскольку в процессе сварки вследствие внешних возмущений возможны отклонения от заданных режима или траектории, то источник питания и сварочный аппарат должны обеспечить возможность восстановления первоначальной настройки, осуществляемого вручную или автоматически.
Основные требования к источникам питания сварочной дуги. Сварочная дуга питается от специальных трансформаторов, генераторов или выпрямителей. Режим ее горения характеризуется силой тока /св, напряжением UA и длиной дуги /д, а также взаимной связью между ними. Дуга как потребитель энергии и источник питания образует взаимосвязанную энергетическую систему.
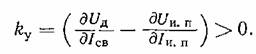
Физические явления, происходящие в сварочной дуге, в основном освещены в гл. II. Установлено, что напряжение дуги при неизменном токе зависит от расстояния между электродами и имеет линейный характер (см. рис. 2-1). Напряжение дуги Uд зависит также от величины сварочного тока /св. Эту зависимость при постоянной длине дуги принято называть вольт-амперной характеристикой дуги (см. рис.2-3). Различают три участка кривой: крутопадающий, горизонтальный и возрастающий. Практическое значение имеют режимы горения дуги, соответствующие последним двум участкам. Режимы горения, соответствующие первому участку, относительно неустойчивы и поэтому трудно осуществимы при безопасных для работы напряжениях источников питания. С увеличением длины дуги расположение характеристики изменяется (рис. 8-6, кривые 5 и 6). Приведенная зависимость справедлива для сварки неплавящимся и плавящимся электродами. Однако в связи с тем, что в последнем случае металл попадает в ванну в виде отдельных капель, длина дуги непрерывно меняется, что вызывает колебания ее тока и напряжения.
 соответствует соответствует
очень небольшой диапазон токов, в котором дуга горит устойчиво и электродная проволока плавится стабильно. При этом очень небольшие изменения тока вызывают большие изменения напряжения.
Указанные выше закономерности справедливы и для постоянного, и для переменного тока, так как род тока не оказывает влияния на форму вольт-амперных характеристик электрической дуги. Влияние оказывают геометрия и материал электродов, условия охлаждения столба дуги и характер среды, в которой существует разряд.
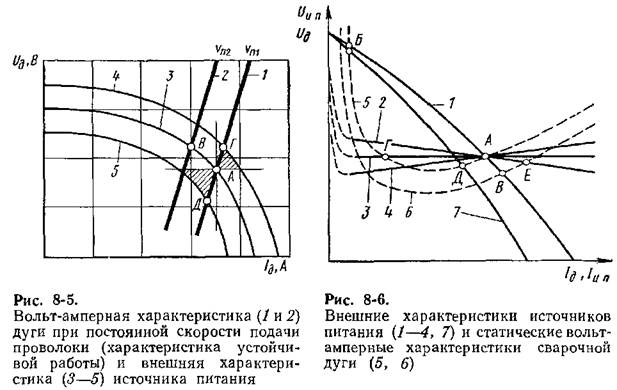
Устойчивость горения дуги и стабильность режима сварки зависят от условий существования дугового разряда, свойств и параметров источников питания и электрической цепи. Внешней характеристикой источника питания называют зависимость напряжения на его зажимах от силы тока нагрузки (кривые 3, 4 и 5 на рис. 8-5). Каждая внешняя характеристика соответствует вполне определенному положению регулировочного устройства источника питания.
Различают следующие внешние характеристики источников питания (рис. 8-6): падающую 1, пологопадающую 2, жесткую 3 и возрастающую 4. Выбор источника питания по типу внешней характеристики производится в зависимости от способа сварки. Условия устойчивого горения дуги будут выполнены, если в течение длительного времени дуговой разряд существует непрерывно при заданных значениях напряжения и тока. Установившийся режим работы системы сварочная дуга—источник питания определяется точкой пересечения внешней характеристики источника питания и вольт-амперной характеристики 5 дуги.
Равновесие по току и напряжению имеет место в двух точках А и Б. Дуга будет гореть устойчиво в той точке, для которой разность производных уравнений характеристики дуги и источника питания будет положительной. Коэффициент устойчивости
 , ,
то для обеспечения устойчивого горения внешняя характеристика источника питания тока должна быть падающей, причем в точке А она должна иметь большую крутизну, чем статическая характеристика дуги. Физически это можно объяснить следующим образом. Если по какой-либо причине ток в дуге, соответствующий точке Л, уменьшится, напряжение ее окажется меньше установившейся величины напряжения источника питания; это приведет к увеличению силы тока, т. е. к возврату в точку А. Наоборот, при случайном увеличении силы тока установившееся напряжение источника питания оказывается меньше напряжения дуги; это приводит к уменьшению тока и, следовательно, к восстановлению режима горения дуги. Из аналогичных рассуждений ясно, что
Забиваем Сайты В ТОП КУВАЛДОЙ - Уникальные возможности от SeoHammer
Каждая ссылка анализируется по трем пакетам оценки: SEO, Трафик и SMM.
SeoHammer делает продвижение сайта прозрачным и простым занятием.
Ссылки, вечные ссылки, статьи, упоминания, пресс-релизы - используйте по максимуму потенциал SeoHammer для продвижения вашего сайта.
Что умеет делать SeoHammer
— Продвижение в один клик, интеллектуальный подбор запросов, покупка самых лучших ссылок с высокой степенью качества у лучших бирж ссылок.
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз,
а первые результаты появляются уже в течение первых 7 дней.
Зарегистрироваться и Начать продвижение
 . Всякие . Всякие
случайные изменения тока развиваются до тех пор, пока ток не достигает величины, соответствующей точке устойчивого равновесия А или до обрыва дуги. При пологопадающей внешней характеристике (кривая 2) устойчивое горение дуги также происходит в точке А.
При работе на падающем участке вольт-амперной характеристики дуги внешняя характеристика источника в рабочей точке должна быть более крутопадающей, чем статическая характеристика дуги. При возрастающих характеристиках дуги внешние характеристики источника могут быть жесткими или даже возрастающими. При изменении характеристики дуги (например, кривая 6) или при изменении внешней характеристики источника питания (например, кривая 7, соответствующая другому регулировочному положению источника 1) дуга будет гореть устойчиво при других параметрах тока и напряжения (точки В и Д). Аналогично определяются условия существования дуги при постоянной скорости подачи электрода (точка Л, рис. 8-5).
В реальных условиях, особенно при ручной сварке, возможны резкие изменения длины дуги, поэтому она должна обладать достаточным запасом устойчивости (эластичностью). Очевидно, что эластичность дуги тем больше, чем меньше отклонение тока от заданного значения при колебаниях длины дуги. При возрастающей статической характеристике дуги эластичность наибольшая и при падающей — наименьшая. При прочих равных условиях эластичность тем больше, чем больше крутизна падения внешней характеристики источника питания. Поэтому для ручной сварки применяют источники с падающими характеристиками.
Это дает возможность сварщику удлинять дугу, не опасаясь ее обрыва, или уменьшать дуговой промежуток без чрезмерного увеличения тока.
При автоматической или полуавтоматической сварке плавящимся электродом последний подается в зону сварки со скоростью V, равной скорости его плавления упл. При случайном уменьшении дугового промежутка (точка В кривой 6 на рис. 8-6) увеличивается ток. Поскольку скорость плавления электрода, в первом приближении, пропорциональна току дуги, то проволока начинает плавиться быстрее. В итоге дуговой промежуток постепенно удлинится и приобретет первоначальную длину. Аналогичный процесс произойдет при случайном удлинении дуги.
Описанное явление называют саморегулированием дуги, так как восстановление исходного режима происходит без воздействия внешнего автоматического регулятора. Это явление проявляется тем значительнее, чем положе внешняя характеристика источника питания (характеристика, соответствующая точке Е на кривой 2) и больше скорость подачи электрода (см. рис. 8-5). Для систем саморегулирования рационально применять источники с пологопадающей или жесткой характеристикой. Однако напряжение холостого хода таких источников невелико и может быть меньше рабочего напряжения дуги, что затрудняет ее первоначальное возбуждение. В этих случаях желательно применение источников питания, у которых внешняя характеристика в рабочей части будет жесткой или пологовозрастающей, а напряжение холостого хода несколько повышенное, как это показано штриховой линией на рис. 8-6.
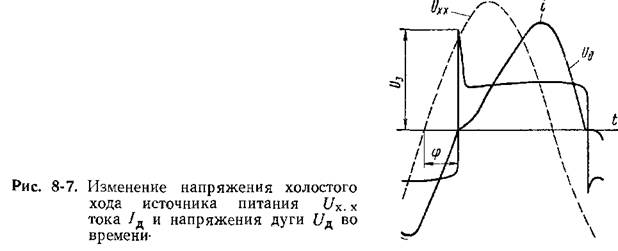 Сварочная дуга переменного тока предъявляет дополнительные требования к источникам питания в части надежного повторного возбуждения дуги. Для этого напряжение холостого хода источника питания должно быть выше напряжения зажигания. Наиболее простым способом получения непрерывного устойчивого дугового разряда является включение в сварочную цепь реактивного сопротивления. Благодаря ему в момент повторного возбуждения дуги напряжение на дуге может резко увеличиться (рис. 8-7) до значения напряжения зажигания U3. Кривая UXtX характеризует напряжение источника питания при холостом ходе. При нагрузке в связи с наличием реактивного сопротивления сварочный ток отстает от напряжения на угол ср. Сварочная дуга переменного тока предъявляет дополнительные требования к источникам питания в части надежного повторного возбуждения дуги. Для этого напряжение холостого хода источника питания должно быть выше напряжения зажигания. Наиболее простым способом получения непрерывного устойчивого дугового разряда является включение в сварочную цепь реактивного сопротивления. Благодаря ему в момент повторного возбуждения дуги напряжение на дуге может резко увеличиться (рис. 8-7) до значения напряжения зажигания U3. Кривая UXtX характеризует напряжение источника питания при холостом ходе. При нагрузке в связи с наличием реактивного сопротивления сварочный ток отстает от напряжения на угол ср.
Если формирование разряда при повторном возбуждении дуги
задержалось, т. е. электрическая цепь разорвалась, напряжение на дуговом промежутке должно подняться до величины, соответствующей мгновенному значению напряжения холостого хода источника питания UXt х. Благодаря сдвигу фаз это напряжение оказывается достаточным для повторного возбуждения дуги £/3.
|

