Технология электрической сварки металлов и сплавов плавлениемПеренос металла в дуге и требования к динамическим свойствам источников питания
Динамические характеристики системы дуга— источник питания обусловлены механизмом первоначального возбуждения и в последующем, при горении дуги, — характером переноса электродного металла в сварочную ванну. Капли расплавленного металла периодически замыкают дуговой промежуток, периодически изменяя силу тока и длину дуги (рис. 8-8): происходит переход от холостого хода к короткому замыканию, далее к рабочему режиму — горению дуги (образование и рост капли) — тх, потом к короткому замыканию, которое происходит при контакте между каплей и ванной — т2. При этом ток резко увеличивается до /тах, что приводит к сжатию капли и перегоранию мостика между каплей и электродом. В дальнейшем напряжение почти мгновенно возрастает и дуга вновь возбуждается, после чего процесс периодически повторяется.
Смена режимов происходит в течение долей секунд. Поэтому источник питания должен обладать высокими динамическими свойствами, обеспечивающими достаточно большую скорость повышения напряжения при разрыве цепи и нужную скорость нарастания тока. От динамических свойств источника зависит количество брызг при сварке.
При малой скорости нарастания тока в ванну поступает нерасплавленная проволока. Она сравнительно медленно разогревается на большом участке длины, затем разрушается. Если ток возрастает очень быстро, мостик между ванной и каплей электродного металла быстро перегревается и разрушается со взрывом. Часть расплавленного металла разбрызгивается, не попадая в шов. С увеличением плотности тока уменьшаются размеры капель вплоть до струйного стекания металла в сварочную ванну.
Величину ТоКа, при Которой происходит Stot переход, Для Данной проволоки и среды называют критическим током.
Для управления процессом переноса металла на основной режим сварки иногда накладывают электрические импульсы, параметры которых (ток, напряжение, мощность) изменяются во времени по определенной программе. В этом случае параметры режима выбирают таким образом, что теплота, выделяемая дугой, питаемой от основного источника в промежутке между импульсами, недостаточна для плавления электрода при заданной скорости подачи. Вследствие этого длина дугового промежутка уменьшается. Во время действия импульса тока образуется капля металла и возрастает величина электродинамической силы, сжимающей перешеек капли у проволоки и отбрасывающей каплю строго в направлении оси электрода. Скорость плавления электрода во время импульса больше, чем скорость его подачи, вследствие чего длина дуги восстанавливается.
Условием стабильного течения процесса является равенство скорости подачи и общей скорости плавления электрода за один цикл (импульс + пауза). Поэтому при импульсном источнике питания мелкокапельный перенос получается при меньших плотностях тока, чем для обычного процесса. При этом параметры импульсов, частота которых находится в пределах 90—100 Гц, обеспечивают перенос одной капли за импульс.
Общие сведения об источниках питания и их технологических свойствах. Конструктивные и электрические особенности источников питания описаны в специальной литературе, посвященной электросварочному оборудованию. В настоящей книге изложены лишь общие сведения, необходимые для понимания технологических вопросов сварки плавлением.
Для питания сварочной дуги применяют источники переменного и постоянного тока. К источникам переменного тока относятся сварочные трансформаторы и генераторы переменного тока. Сварочные генераторы и выпрямители, а также импульсные источники составляют группу источников питания постоянным током. Источники питания могут быть однопостовыми, питающими один сварочный пост, и многопостовыми, питающими одновременно несколько сварочных постов.
Из общего упрощенного уравнения внешней характеристики источника питания

 — напряжение холостого хода; гэ — эквивалентное сопротивление источника или схемы, следует, что — напряжение холостого хода; гэ — эквивалентное сопротивление источника или схемы, следует, что

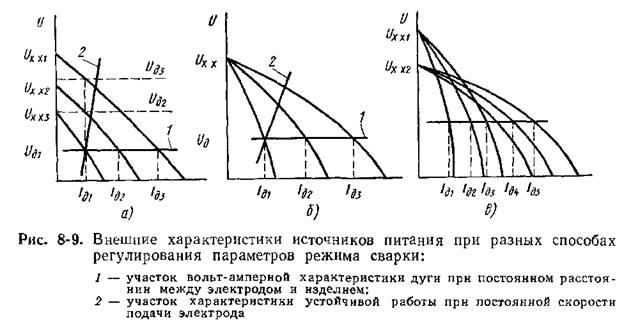
На основе этих уравнений можно осуществлять настройку режима горения дуги. Изменяя напряжение холостого хода UXmX9 можно получить различные характеристики (рис. 8-9, а), соответствующие ряду значений тока /д1, /д2, /д3 и т. д. при неизменном напряжении (/д1, либо ряд напряжений £/д1, £/д2, £/д3 и т. д. при неизменном токе /д1. Такая система настройки приводит к тому, что приходится либо чрезмерно снижать напряжение холостого хода, соответствующее малым токам, либо излишне его повышать при настройке на большие. Это неудобно в эксплуатации и снижает экономические показатели источника.
Изменяя гэ при неизменном £/х. х, можно получить семейство кривых, показанных на рис. 8-9, б. Такие источники более удобны, но вследствие того, что напряжение холостого хода выбирают исходя из среднего режима работы, устойчивость дуги (особенно переменного тока) при сварке на малых токах будет недостаточной.
Наиболее эффективным является комбинированный плавно-ступенчатый метод настройки, при котором диапазон регулирования разбивается на две-три ступени настраиваемым изменением Uxx. В пределах ступени настройку производят за счет изменения гэ (рис. 8-9, в).
|

