Технология электрической сварки металлов и сплавов плавлениемЭлектрошлаковая сварка
Применительно к высоколегированным сталям и сплавам особо ценные технологические свойства электрошлакового процесса — это возможность сварки без разделки кромок, повышение стойкости металла шва против образования кристаллизационных трещин и сравнительно небольшие коробления при сварке стыковых швов. Недостаток электрошлаковой сварки состоит в чрезмерном перегреве металла в околошовной зоне. В ряде случаев это отрицательно сказывается на свойствах сварных соединений. Так, сварные соединения из коррозионностойких сталей по этой причине необходимо обязательно подвергать термообработке, в противном случае возможно возникновение ножевой коррозии.
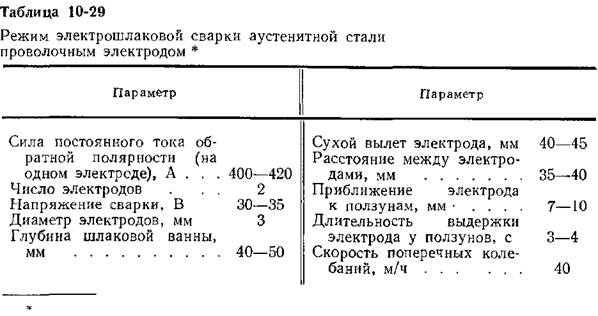
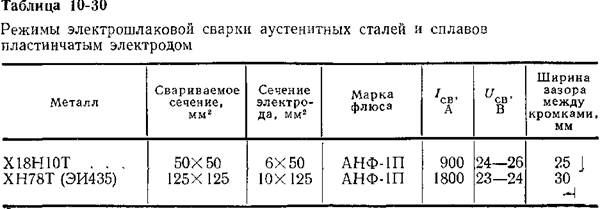
Сварку коротких швов рекомендуется выполнять пластинчатым электродом, сварку длинных— проволокой. Рациональность применения пластины связана со сложностью изготовления калиброванной сварочной проволоки из высоколегированных сталей и сплавов, многие из которых отличаются плохой деформируемостью. Получение пластины требуемого химического состава не представляет особых трудностей (табл. 10-29 и 10-30).
Для электрошлаковой сварки высоколегированных сталей и сплавов используют в основном фторидные флюсы систем CaF3—-
Сталь Х18Н10Т толщиной 100 мм, флюс АНФ-8 (система CaF2—СаО —А1203)-
CaO—A1203, CaF2—CaO, CaF2—A1203, CaF2—СаО—А1203— MgO—Si02, а также чистый CaF2 без добавок. Применение для электрошлаковой сварки даже фторидных безокислительных флюсов не всегда гарантирует хорошее усвоение сварочной ванной элементов, обладающих большим сродством к кислороду. Поэтому в ряде случаев приходится защищать шлаковую ванну инертным газом (аргоном).
Электроннолучевая сварка. Важной технологической особенностью этого способа сварки является возможность получения швов с очень малым коэффициентом формы (кинжальный провар). и минимальным термическим воздействием сварочного нагрева на основной металл в околошовной зоне. Сварные соединения отличаются повышенной стойкостью против коррозии и высокими прочностными свойствами.
Электроннолучевая сварка в последние годы нашла широкое применение при изготовлении узлов из жаропрочных сталей и сплавов. При сварке этим способом малопластичных сложно-легированных сталей и сплавов возможно образование поперечных по высоте шва трещин.
|

