Технология электрической сварки металлов и сплавов плавлениемАппаратура для автоматической сварки плавящимся электродом
Сварочным аппаратом называют комплекс механизмов и электрических приборов, необходимых для механизации процесса выполнения сварного соединения. На рис. 8-15 показан один из таких аппаратов. Он состоит из сварочной головки 7, ходового механизма 2, системы 3 для подачи флюса и отсоса его нерасплавляющейся части, механизма 14 перемещения головки
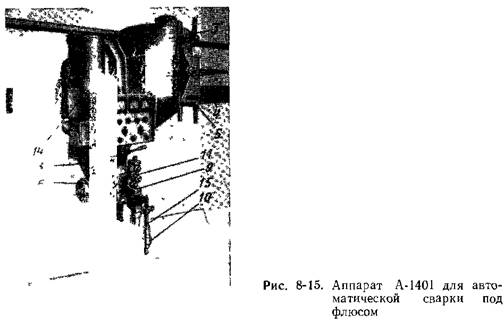 по вертикали и катушки 5. Основным узлом аппарата является сварочная головка. Она содержит приводной механизм 6 с двигателем 7 и системой роликов, токоподводящий мундштук 15 с устройствами 12 для защиты дуги флюсом или газом. Проволока, зажатая между подающим 8 и прижимным 9 роликами, сматывается с катушки 5 и проталкивается в зону сварки через правильный механизм 11 и токоподводящий мундштук 15. Для корректировки положения электрода относительно стыка служат по вертикали и катушки 5. Основным узлом аппарата является сварочная головка. Она содержит приводной механизм 6 с двигателем 7 и системой роликов, токоподводящий мундштук 15 с устройствами 12 для защиты дуги флюсом или газом. Проволока, зажатая между подающим 8 и прижимным 9 роликами, сматывается с катушки 5 и проталкивается в зону сварки через правильный механизм 11 и токоподводящий мундштук 15. Для корректировки положения электрода относительно стыка служат

поперечный /3, вертикальный и другие корректоры. Для направления электрода по стыку служит световой указатель 10.
Аппараты, содержащие кроме сварочной головки механизм движения по рельсовому пути 4У расположенному вдоль свариваемых кромок, принято называть самоходными. Самоходные аппараты, которые в процессе сварки движутся непосредственно по свариваемому изделию, копируя его, называют сварочными тракторами (рис. 8-16).
Существует множество универсальных и специализированных аппаратов для дуговой сварки. Независимо от назначения они содержат в той или иной компоновке все или некоторые из перечисленных выше элементов и устройств. Ниже рассмотрены принцип их действия и характерные особенности.
Сварочная головка. Основные функции сварочной головки — подача в зону дуги электродной проволоки и подвод к ней сварочного напряжения, поддержание в процессе сварки неизменными силы тока и напряжения дуги или изменение их по заданной программе. Кроме того, сварочная головка обеспечивает возможность настройки указанных параметров режима. Рассмотрим основные механизмы сварочных головок.
Механизм подачи электрода — основной узел сварочной головки — состоит, как правило, из системы подающих проволоку роликов и привода. Один из роликов 8 (см. рис. 8-15), связанный с выходным валом привода, является ведущим, другой 9, прижимающий под действием пружины проволоку к ролику 5, — прижимным.
Современные механизмы подачи содержат два или несколько Подающих роликов различной конструкции и в различных
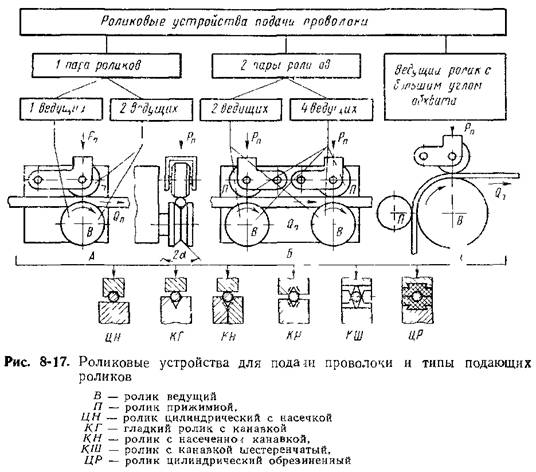
сочетаниях (рис. 8-17). Усилие подачи Qn этих механизмов зависит от мощности привода, сжимающего усилия Рп, материала трущихся тел, шероховатости поверхности и конструкции фрикционного сочленения. Как правило, применяют одну пару подающих роликов Л, в которых один — ведущий, второй — холостой или ведущий. Такая система обеспечивает достаточное усилие подачи стальной сплошной проволоки при сравнительно небольшом расстоянии между подающим устройством и зоной сварки. Обычно используют ролики КГ с гладкой канавкой, позволяющие получить усилие подачи до 30—60 кгс. Если нужны большие усилия подачи, то применяются ролики /(#, канавка которых снабжена насечкой, или КШ, представляющие собой шестерни, в зубьях которых прорезана канавка. Насечка обеспечивает надежную подачу, но при этом увеличивается износ мундштуков от заусенцев на проволоке.
Для проволок диаметром менее 1,2—1,6 мм предпочтительны цилиндрические ролики ЦН с насечкой. Порошковые проволоки вследствие их малой радиальной устойчивости и большого сопротивления проталкивания не допускают больших усилий сжатия Рп. Они требуют применения механизмов Б с двумя парами роликов или механизмов С с большим углом обхвата. Лучше всего применять в них ролики КШ, препятствующие раскрыванию замка оболочки проволоки и, следовательно, просыпанию порошка. Привод системы подачи проволоки наряду с источником питания определяет параметры режима сварки. По числу регулируемых величин (напряжение и ток дуги) и регулирующих воздействий (скорость подачи электрода, напряжение или э. д с. источника питания и сопротивление сварочной цепи) системы регулирования параметров режима могут быть разбиты на три группы:
1) системы, основанные на свойстве саморегулирования дуги; они применяются в головках, осуществляющих подачу проволоки с постоянной скоростью, независимой от напряжения дуги;
 путем воздействия на одну из трех указанных выше величин Наибольшее распространение из этих систем получил автоматический регулятор напряжения дуги, воздействующий на скорость подачи электрода; путем воздействия на одну из трех указанных выше величин Наибольшее распространение из этих систем получил автоматический регулятор напряжения дуги, воздействующий на скорость подачи электрода;
 путем одновременного воздействия на эти величины путем одновременного воздействия на эти величины
При выборе рациональной системы регулирования необходимо исходить из условий обеспечения требуемой геометрии шва и отсутствия в нем дефектов. Из различных схем наиболее удобно пользоваться статическими характеристиками регуляторов и источников питания. В случае возникновения возмущений в дуге и в сварочном аппарате связь между напряжением и током дуги выражается уравнением номинальной внешней характеристики источника питания (см рис 8-5). Росту напряжения дуги соответствует уменьшение силы тока и наоборот.
На рис. 8-5 режим сварки определяется точкой А пересечения кривой 1 и внешней характеристикой 3 источника питания. Если в процессе работы в результате внешних возмущений дуга удлинилась и горит в точке В, то новому режиму должна соответствовать меньшая скорость плавления электрода уп2, в результате чего при постоянной скорости подачи дуговой промежуток сокращается и восстанавливается режим, соответствующий точке А.
И другие системы регулирования, перечисленные выше, отрабатывают эти возмущения, восстанавливая прежний режим сварки с заданной точностью. Сложнее обстоит дело при отработке системами регулирования возмущений в источнике питания, приводящих к изменению его внешних характеристик. Изменения напряжения сети при сварке на переменном токе, а в ряде случаев и постоянном приводят к смещению внешних характеристик (кривые 4 и 5). Увеличение или уменьшение напряжения сети приводит к изменениям напряжения и силы тока дуги.
Забиваем Сайты В ТОП КУВАЛДОЙ - Уникальные возможности от SeoHammer
Каждая ссылка анализируется по трем пакетам оценки: SEO, Трафик и SMM.
SeoHammer делает продвижение сайта прозрачным и простым занятием.
Ссылки, вечные ссылки, статьи, упоминания, пресс-релизы - используйте по максимуму потенциал SeoHammer для продвижения вашего сайта.
Что умеет делать SeoHammer
— Продвижение в один клик, интеллектуальный подбор запросов, покупка самых лучших ссылок с высокой степенью качества у лучших бирж ссылок.
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз,
а первые результаты появляются уже в течение первых 7 дней.
Зарегистрироваться и Начать продвижение
Восстановить заданный режим сварки при автоматическом регулировании напряжения или тока дуги только путем воздействия на скорость подачи электродной проволоки нельзя. Новые режимы сварки будут характеризоваться координатами точек, находящихся в заштрихованной на рис. 8-5 площади Режимы сварки, соответствующие Системам саморегулирования дуги, определяются точками Г и Д на кривых 4 и 5. Таким образом, системы саморегулирования по своим свойствам сходны с системами автоматического регулирования тока дуги. Изменения сопротивления сварочной цепи также приводят к соответствующим изменениям внешних характеристик. Здесь остаются справедливыми приведенные выше рассуждения.
Таким образом, можно сделать вывод о нецелесообразности применения систем автоматического регулирования тока дуги, так как в них нельзя согласовать регулирующие воздействия для отработки различных возмущений (см. рис. 8-5), что резко ухудшает динамические свойства таких систем. По этим же причинам нецелесообразно применять обычные системы автоматического регулирования двух параметров— напряжения и тока дуги.
Рассмотренные возмущения могут быть вполне удовлетворительно отработаны системами автоматического регулирования напряжения дуги путем воздействия на сопротивление сварочной цепи. Однако при падении напряжения в сети значительно ухудшаются условия повторных возбуждений дуги вследствие уменьшения напряжения холостого хода сварочной цепи.
Наиболее целесообразна и экономична система автоматического регулирования напряжения дуги путем воздействия на напряжение сварочной цепи. Необходимая величина тока дуги в таких системах задается скоростью подачи электродной проволоки. Эти системы обеспечивают неизменные условия повторных возбуждений дуги, так как напряжение холостого хода не падает ниже заданной величины. При достаточно высоких динамических свойствах автоматического регулятора напряжения дуги такая система одинаково хорошо отрабатывает все возможные возмущения во всем диапазоне режимов сварки.
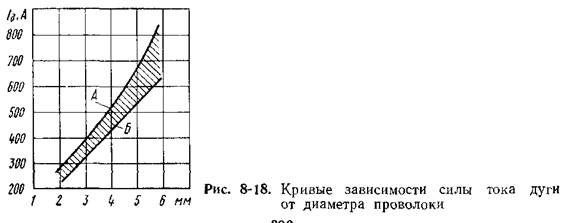
Экспериментальные и расчетные данные и длительный производственный опыт эксплуатации сварочных аппаратов с постоянной скоростью подачи электродной проволоки, использующих саморегулирование дуги, показали, что существуют предельные значения тока, ниже которых процессы установления заданного режима сварки за счет саморегулирования дуги при его случайных изменениях недопустимо затягиваются (кривая А на рис. 8-18), и предельные значения токов, ниже которых устойчивость горения дуги становится недостаточной для получения качественных сварных соединений (кривая Б). Приведенные кривые соответствуют сварке под флюсами марок АН-348-А и ОСЦ-45 на переменном токе.

Значения тока, лежащие выше кривой Л, обеспечивают хорошие результаты при сварке аппаратами с постоянной скоростью подачи электродной проволоки. Для значений токов, находящихся ниже кривой Б, устойчивый процесс сварки под флюсом на переменном токе вообще невозможен. При питании дуги постоянным током кривая Б несколько опускается, т. е. саморегулирование происходит устойчиво для более низких значений тока. Заштрихованное между кривыми А и Б пространство соответствует тем значениям токов, при которых нельзя получить устойчивый процесс сварки при постоянной скорости подачи электродной проволоки.
Из приведенных данных видно, что при сварке под флюсом на переменном токе электродами диаметром 3 мм и менее аппараты с постоянной скоростью подачи проволоки могут работать при всех применяемых на практике значениях тока. Следовательно, для сварки электродной проволокой диаметром 1—3 мм целесообразно применять только сварочные аппараты с постоянной скоростью подачи проволоки. При сварке электродными проволоками диаметром 4—6 мм и выше следует вводить определенные ограничения при выборе режимов сварки. Заштрихованная область (см. рис. 8-18) соответствует тем редко встречающимся в производственных условиях случаям, когда при сварке электродной проволокой диаметром более 3 мм необходимо применять автоматические регуляторы напряжений сварочной дуги.
Аппараты с постоянной скоростью подачи проволоки отличаются простотой и надежностью. Настройка скорости подачи производится или ступенчато (сменные шестерни или ролики, коробка скоростей), или плавно (механические вариаторы, двигатели постоянного тока).
На рис. 8-19 показана электрокинематическая схема простейшей головки со сменными шестернями. Изменяя соотношение числа зубьев сменных шестерен 5, можно получить требуемую скорость подачи проволоки. Электрическая схема содержит понижающий трансформатор 777, переключатель ПП и кнопочный блок К с промежуточными реле Р. Кнопками осуществляют настроечное перемещение проволоки, пуск и остановку процесса. Более совершенные головки имеют контактор, отключающий источник питания во время пауз, устройства для возбуждения дуги и для заварки кратера.
Головки со сменными шестернями применяют в серийном и массовом производстве, где режим перестраивается относительно редко и где решающее значение имеют стабильность режима, простота и надежность оборудования. В единичном производстве, где часто необходимо изменять режим, применяют коробки скоростей или вариаторы (механические или электрические). В схеме механизма с коробкой скоростей (рис. 8-20, а) переключение скоростей достигается при помощи двух выдвижных (скользящих) шпонок /, включающих под действием пружины 2 различные
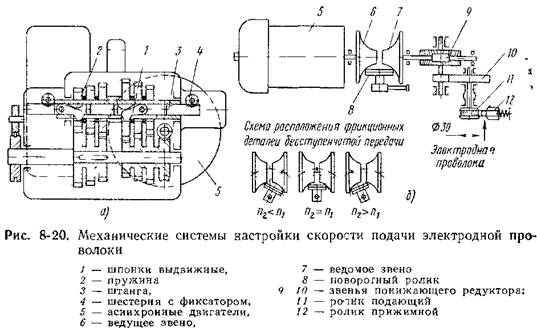
шестерни в кинематической цепи. Шпонки совместно со штангами 3 с кольцевыми рейками перемещаются при помощи ведущих шестерен 4 Такие механизмы нашли ограниченное применение вследствие сравнительно большой массы и размеров. Вариаторы (рис. 8-20, б) сложны в эксплуатации, так как фрикционные элементы быстро изнашиваются, нестабилен их коэффициент трения, они чувствительны к загрязнениям.
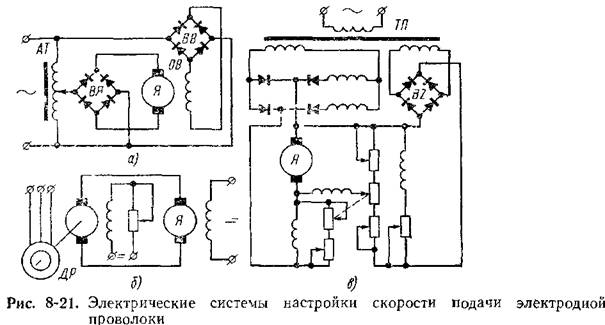
Наиболее удобны головки с электродвигателями переменного тока. Однако привод головок, основанных на явлении саморегулирования, должен иметь достаточно жесткие механические характеристики Поэтому малопригодны системы, где частота вращения электродвигателя регулируется за счет изменения силы тока в обмотке якоря или в обмотке возбуждения. Кроме того, последняя схема имеет малый диапазон регулирования. Широкое распространение получила схема (рис. 8-21, а) питания электродвигателя Я от регулируемого источника переменного тока (автотрансформатора AT или секционированного трансформатора) через выпрямительные блоки ВЯ и ВВ.
Сервис онлайн-записи на собственном Telegram-боте
Попробуйте сервис онлайн-записи VisitTime на основе вашего собственного Telegram-бота:
— Разгрузит мастера, специалиста или компанию;
— Позволит гибко управлять расписанием и загрузкой;
— Разошлет оповещения о новых услугах или акциях;
— Позволит принять оплату на карту/кошелек/счет;
— Позволит записываться на групповые и персональные посещения;
— Поможет получить от клиента отзывы о визите к вам;
— Включает в себя сервис чаевых.
Для новых пользователей первый месяц бесплатно.
Зарегистрироваться в сервисе
Достаточно большой диапазон регулирования дает привод (рис. 8-21,6), работающий по схеме генератор — электродвигатель Д, отличающийся, однако, громоздкостью и высокой стоимостью. На рис 8-21, в показан привод с магнитным усилителем Такой привод имеет диапазон регулирования 1 : 10 и жесткость механических характеристик в среднем до 20% при изменении нагрузки на валу электродвигателя от 0 до 100% от номинальной.
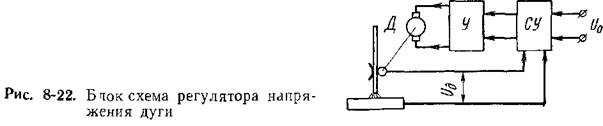
Блок-схема регулятора напряжения дуги (рис. 8-22) состоит
из устройства СУ, сравнивающего напряжение дуги [/д с эталонным напряжением U0 и усилителя У, передающего разность напряжений U0— U на привод Д механизма подачи. Таким образом, скорость подачи является функцией напряжения дуги. Если на рабочем участке характеристики значение велико, то регулятор поддерживает заданное напряжение с высокой точностью.
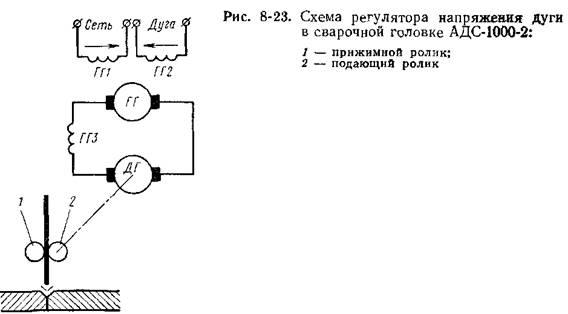
Известно большое количество различных конструкций регуляторов напряжения дуги, поддерживающих заданное напряжение соответствующим воздействием на скорость подачи электродной проволоки. Наибольшее распространение получили регуляторы непрерывного действия. В качестве примера на рис. 8-23 приведена схема регулятора сварочной головки аппарата АДС-1000-2. Якорь ДГ электродвигателя подачи проволоки питается от генератора ГГ> в котором имеются три обмотки возбуждения ГГ1, ГГ2 и ГГЗ. Первая обмотка питается от независимого источника через потенциометр. Обмотка ГГ2 включена параллельно сварочной дуге. Магнитные потоки обмотки ГГ1 и ГГ2 направлены встречно. При нормальном напряжении дуги поток обмотки ГГ2 преобладает над потоком обмотки ГГ1 и электродвигатель вращается в направлении подачи проволоки к изделию. Понижение напряжения дуги вызывает уменьшение скорости подачи вплоть до остановки электродвигателя. Дальнейшее понижение напряжения дуги приводит к реверсированию электродвигателя ДГ. Последовательная обмотка ГГЗ служит для повышения вращающего момента электродвигателя при увеличении нагрузки на его валу.
|

