Технология электрической сварки металлов и сплавов плавлениемТокоподводящие мундштуки
предназначены для направления электрода в сварочную ванну и для подвода к нему тока. Мундштуки бывают роликовыми, колодочными, втульчатыми и сапож-ковыми. Роликовый мундштук (рис. 8-24, а) имеет два или три контакта /, укрепленных на токоведущем корпусе 2. Для надежного токоподвода один из контактов прижат пружиной 3. Колодочный мундштук (рис. 8-24, б) состоит из двух контактных колодок 4 и 5 со вставками 6. Колодка 5 может перемещаться на штыре 7 под действием пружины 8. Ток подводится к неподвижной колодке 4. Принцип действия сапожкового мундштука ясен из рис. 8-24, в.
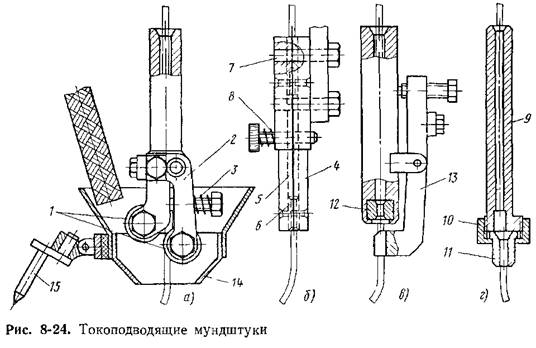
Перечисленные мундштуки применяют при сварке проволокой диаметром 3—6 мм. Для тонкой проволоки (1,6—2,5 мм) используют трубчатые мундштуки (рис. 8-24, г). Они представляют собой прямую или изогнутую направляющую или трубку 9, на конец которой при помощи накидной гайки 10 прикреплен эксцентрически расположенный наконечник 11. В этом случае контакт обеспечивается за счет упругих сил в изогнутой проволоке.
При износе контактирующих деталей вследствие трения, электроэрозии и подгорания нарушается точность направления электрода в зону сварки и ухудшается токоподвод. Износ компенсируется поворотом контактирующих деталей 1 или 11 при замене деталей 6, 12 или 13.
Правильные механизмы предназначены для увеличения точности направления электрода. Необходимость в правке вызвана тем, что поставляемая в бухтах проволока имеет собственную кривизну, а иногда и местные прогибы, причем кривизна в пределах одного мотка переменна. Для правки электрод пропускают через систему свободно вращающихся роликов, расположенных таким образом (см. рис. 8-15), что проволока, проходя между ними, изгибается, приобретая стабильную кривизну. В дальнейшем, перегибая проволоку в обратную сторону с заданной стрелой прогиба, ее выпрямляют.
Приспособления для защиты зоны сварки от соприкосновения с воздухом закреплены, как правило, на мундштуке, образуя единый узел. На рис. 8-24, а показано приспособление для сварки под флюсом, где последний подается через воронку 14, расположенную
Концентрично электроду. Флюс может также подаваться по отдельной трубке, расположенной впереди мундштука.
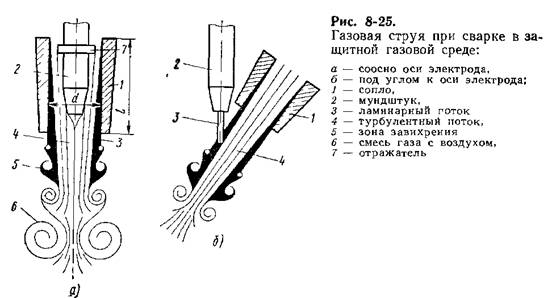
Эффективность газозащитных устройств обусловлена характером истечения газовой струи из сопла, жесткостью струи и величиной сварочного тока. Турбулентный поток газа приводит к подсосу воздуха и, следовательно, к загрязнению металла шва. Поэтому конструкция сварочной горелки должна обеспечить получение ламинарного потока газа или турбулентного потока, окруженного ламинарным слоем. Последний возникает в результате трения газа о стенки сопла. Толщина ламинарного слоя зависит от конфигурации сопла, от соотношения длины его цилиндрической части / (рис. 8-25) к диаметру d и от характера ввода газа в камеру сопла. Достаточная толщина ламинарного потока обеспечивается в цилиндрическом сопле при отношении lid > 1. При этом лучше всего, если газ поступает в камеру сопла через рассекатель, отверстия которого направлены перпендикулярно стенкам сопла, или если камера сопла снабжена отражателем. При выходе из сопла толщина ламинарного потока постепенно снижается из-за наличия в окружающем воздухе факторов, разрушающих газовый поток. Это более ощутимо при малом расходе газа, когда поток нежесткий. Увеличение расхода газа приводит к ужесточению потока. При излишнем расходе газа происходит его завихрение.
Эффективным средством создания ламинарного потока является применение газопроницаемых сеток — газовых линз, представляющих собой набор из нескольких сеток с мелкими отверстиями (60—900 отверстий на 1 см2). Сопла могут иметь естественное воздушное или принудительное газовое или водяное охлаждение.
|

