Технология электрической сварки металлов и сплавов плавлениемЭлектродуговая сварка угольным электродом
Этот вид сварки находит ограниченное применение преимущественно для малоответственных изделий. Сварка осуществляется вручную угольным, чаще графитовым электродом постоянным током прямой полярности. Плотность тока на электроде обычно составляет 200—400 А/см2 (табл. 11—12). Углекислый газ, выделяющийся при сварке, недостаточно защищает расплавленный металл от окислений. Поэтому применяют присадочный металл с раскислителем — фосфором, а также флюс (94—96% прокаленной буры, 6—4% металлического магния). Флюс наносят на смоченную жидким стеклом поверхность прутка или на свариваемые кромки в виде пудры и просушивают на воздухе
При толщине металла до 5 мм стыковые соединения сваривают без разделки кромок, металл большей толщины — с разделкой кромок под углом 70—90°. Сборку деталей под сварку ведут на графитовой или асбестовой подкладке с зазором между свариваемыми кромками не более 0,5 мм В процессе сварки электрод наклоняют углом вперед на 10—20° к вертикали. После сварки рекомендуется проковка швов. Соединения из металла толщиной до 5 мм проковывают без подогрева, при большей толщине металла — с подогревом до температуры 800° С и последующим быстрым охлаждением.
Стыковые швы рекомендуется сваривать в один слой с одной стороны. Повторное воздействие термического цикла сварки на металл шва, наблюдаемое при сварке многослойных и двусторонних швов, приводит к снижению его прочности.
Сварка вручную покрытыми электродами. Для сварки применяют электроды ЗТ и Комсомолец 100. В электродах Комсомолец 100 в качестве стержня использована медная проволока Ml и М2; в электродах ЗТ — стержень из бронзы Бр.КМцЗ-1.
Сварку меди покрытыми электродами ведут постоянным током обратной полярности. Без подогрева и разделки кромок сваривают медь толщиной до 4 мм. При толщине металла 5—10 мм необходимы предварительный подогрев до температуры 250—300° С и односторонняя разделка кромок с углом 60—70° и притуплением кромок 1,5—3 мм. При больших толщинах рекомендуется Х-образная разделка. На меди толщиной более 20 мм хорошее качество швов можно получить при подогреве металла до температуры 700—750° С.
Сварку выполняют короткой дугой электродами диаметром 4—6 мм без колебаний конца электрода. Силу сварочного тока подбирают в зависимости от диаметра электрода: /св = 50d3Jl. Стыковые соединения сваривают на графитовых или металлических подкладках.
Механические свойства металла шва и сварного соединения на меди, полученного электродами Комсомолец 100, достаточно высокие: ств = 20-^-24 кгс/мм2, б = 18ч-20%, ан = 6—8 кгс-м/см2, угол изгиба 120—180°. Однако электропроводность шва составляет лишь 20—22% такого же показателя для основного металла. Значительное повышение электропроводности шва до уровня 90—95% для основного металла достигается при сварке в среде инертного газа с присадкой, а также под флюсом. Это обусловлено добавкой в металл шва лишь небольших количеств кремния (около 0,2%).
Сварка под флюсом. Автоматическая сварка меди под флюсом имеет ряд важных преимуществ по сравнению с ручной сваркой покрытыми электродами. Главное из них — возможность выполнения сварки без предварительного подогрева свариваемых кромок благодаря тому, что дуга горит во флюсовом пузыре и потери теплоты на излучение минимальны. Кромки подогревают только для начала сварки.
Сварку меди под флюсом производят постоянным током обратной полярности с применением плавленых флюсов АН-20, АН-26, а также АН-348-А и ОСЦ-45 (для металла толщиной до 20 мм), а также керамического флюса ЖМ-1 и сварочной проволоки Ml и М2. В отдельных случаях используют сварочную проволоку из бронзы марки Бр КМцЗ-1. Швы, сваренные этой проволокой, обладают высокой прочностью, однако имеют пониженную теплопроводность и электропроводность.
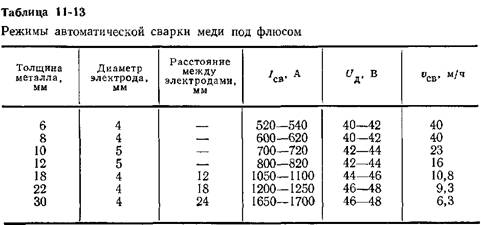
Сварку стыковых соединений выполняют без разделки кромок и без зазора, за один проход с полным проваром. При толщине металла более 15 мм рекомендуется применять сдвоенный (расщепленный) электрод (табл. 11-13). Такое расположение электродов обеспечивает полное проплавление стыкуемых кромок, улучшает формирование швов и при общей ванне расплавленного металла позволяет избежать образования в сварном шве пор, шлаковых включений и кристаллизационных трещин.
На рис. 11-12 показана макроструктура соединения меди Ml толщиной 30 мм, сваренного под флюсом АН-26 двумя сварочными проволоками диаметром 5 мм на режиме: сила сварочного тока
1150—1200 А, напряжение дуги 48—50 В, скорость сварки 5,3 м/ч.
При сварке меди Ml толщиной 20—30 мм сварочной проволокой такой же марки под флюсом АН-26 металл шва характеризуется такими свойствами: ств = 17ч-19 кгс/мм2, стт = 8 — -^9 кгс/мм2, б = 38-М2%.
|

