Технология электрической сварки металлов и сплавов плавлениемМедь и ее сплавы
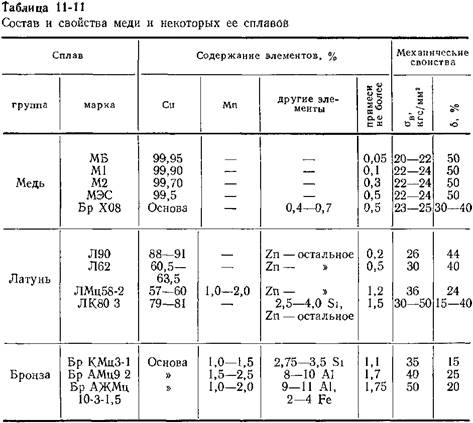
Медь и сплавы на ее основе находят применение в технике для изготовления специальной аппаратуры (теплооб-менные аппараты, электрораспределительные устройства и др.) благодаря специфическим физико-химическим свойствам: высокой тепло- и электропроводности, химической стойкости и устойчивости против перехода в хрупкое состояние при температурах глубокого холода (табл. 11-11). В последние годы медные сплавы широко применяют в спецэлектрометаллургии для изготовления водоохлаждаемых кристаллизаторов печей вакуумно-дуговой, электрошлаковой, электроннолучевой и плазменной плавки металлов и сплавов.
При сварке меди встречаются затруднения, вызванные следующими особенностями металла.
1. Легкая окисляемость меди в расплавленном состоянии. Образующаяся в результате этого процесса закись меди растворима в жидком и весьма ограниченно в твердом металле. Она дает с медью легкоплавкую составляющую (эвтектику), которая, сосредотачиваясь по границам кристаллитов, снижает стойкость металла шва против образования кристаллизационных трещин. В меди, предназначенной для изготовления сварных конструкций, содержание кислорода не должно превышать 0,03%, а для ответственных изделий — 0,01 %.
Опасными примесями меди в отношении снижения стойкости против образования кристаллизационных трещин в сварных швах являются также висмут и свинец. Поэтому содержание висмута в меди допускается не более 0,003%, а свинца — не более 0,03%.
2. Пониженная стойкость металла шва против возникновения пор, обусловленная выделением водяного пара и, возможно,
водорода из кристаллизующегося металла шва. Сродство меди к азоту весьма мало. В связи с этим азот не является возбудителем пор и даже может быть использован в качестве защитной атмосферы при сварке меди.
В отношении стойкости против возникновения пор предпочтительны односторонние стыковые швы со сквозным проплавлением кромок. Сварка угловых швов таврового и нахлесточного соединений вызывает значительные затруднения из-за пористости металла шва.
3. Высокая теплопроводность меди (в 6 раз выше, чем у железа), что предопределяет необходимость применения концентрированных источников нагрева и во многих случаях предварительного и сопутствующего подогрева основного металла при сварке.
4 Высокий коэффициент линейного расширения меди и ее сплавов (для меди коэффициент линейного расширения в 1,5 раза больше, чем у стали), что предопределяет необходимость принятия дополнительных мер против деформации конструкций.
5. Повышенная жидкотекучесть металла затрудняет сварку меди в вертикальном и особенно в потолочном положении. Встречаются трудности также при сварке кольцевых швов.
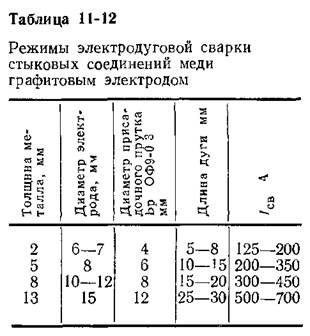
При изготовлении сварных конструкций из меди наибольшее распространение получили следующие способы электрической сварки плавлением: электродуговая угольным электродом, плавящимся покрытым электродом, под флюсом и в защитных газах В последние годы для сварки изделий из тонколистовой меди и ее сплавов находит применение электроннолучевая сварка, а для сварки меди большой толщины— сварка сжатой дугой.
|

