Кузнечно-штамповочное оборудованиеПрессы тройного действия для чистовой вырубки
Многие детали машин и приборов с точностью размеров по наружному контуру и отверстий соответствующих 6...9 квалитетам изготовляют вырубкой на универсальных кривошипных прессах с последующими зачисткой и фрезерованием или профильным шлифованием. Более эффективен технологический процесс чистовой вырубки, осуществляемый на прессах тройного действия.
Высококачественная поверхность среза в этом случае обеспечивается созданием в зоне деформирования всестороннего неравномерного сжатия. Последовательность воздействия инструмента на заготовку, определяющую цикличность процесса чистовой вырубки, состоит в следующем. В начале процесса (рис. 1.10, а) в заготовку 6 эквидистантно линии среза на близком от нее расстоянии вдавливают ребро (клин) прижимного кольца плиты 5, закрепленной на столе 3; контрпуансон 7 подпора (он же выталкиватель) расположен на уровне режущей кромки матрицы 5, поддерживая заготовку. В результате вблизи области реза в заготовке осуществляется неравномерное всестороннее сжатие. Затем следует рабочий ход вырубного пуансона 4, расположенного на ползуне 2, соединенном с исполнительным механизмом 7, - собственно вырубка (рис. 1.10, б). При этом вырубленная деталь опускается ниже режущей кромки матрицы. После отхода в крайние положения вырубного пуансона 4 и плиты 5 с прижимным ребром контрпуансон 7 совершает ход и шток 9 поршня цилиндра 10
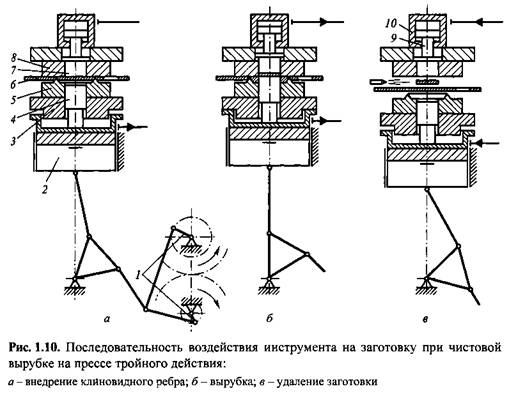
выталкивает изготовленную деталь из матрицы (рис. 1.10, в). Тотчас автоматически включается сопло сдува и струя воздуха удаляет деталь из рабочего пространства пресса, а полосу или ленту исходного металла подает механизм подачи на исходную позицию для выполнения следующей операции.
Поскольку кривошипный коленно-рычажный привод наружного ползуна не обеспечивает полного выстаивания прижимного инструмента применение его в прессе для чистовой вырубки не гарантирует постоянства силы на прижимном ребре, что ухудшает качество среза. Поэтому привод прижима в прессе для чистовой вырубки выполняют гидравлическим, постоянство давления в котором поддерживается путем вытеснения жидкости из полости цилиндра в аккумулятор по аналогии с гидропневматической подушкой Такой же привод применяют и для перемещения контрпуансона. Преимущество гидравлического привода - широкий диапазон регулирования силы прижима и сопротивления со стороны контрпуансона.
Для успешного осуществления чистовой вырубки необходимо строго выдерживать скоростные условия деформирования. Во-первых, скорость движения инструмента должна соответствовать оптимальному механическому режиму вырубки в зависимости от твердости и толщины материала, а также сложности контура детали. Например, вырубка из стали 20 толщиной 2 мм успешно протекает при скорости пуансона 10 мм/с, а из стали 50 - при скорости
пуансона 6 мм/с. Значит, привод пресса должен допускать регулирование числа ходов ползуна. Во-вторых, скорость пуансона должна быть постоянной в течение всего процесса вырубки.
По конструктивным признакам кривошипные прессы тройного действия для чистовой вырубки относят к закрытому типу с нижним приводом. Ползун при рабочем ходе движется снизу вверх в роликовых направляющих станины. Главный привод пресса осуществляется от электродвигателя, допускающего бесступенчатую регулировку частоты вращения ведущего кривошипа и, следовательно, числа ходов ползуна.
 на ползуне, определяемое условием на ползуне, определяемое условием

 сила, действующая со стороны контрпуансона. сила, действующая со стороны контрпуансона.
 Чтобы точно знать, Чтобы точно знать,
 МН. МН.
 МН при числе ходов ползуна от 35...90 до 14... 18 в минуту. МН при числе ходов ползуна от 35...90 до 14... 18 в минуту.
Кривошипные прессы тройного действия для чистовой вырубки очень дорогие и должны работать с максимальной производительностью. Для этого они должны иметь высокоточную шаговую подачу и работать в автоматическом режиме.
|

