Кузнечно-штамповочное оборудованиеРотационные машины
ТИПОВЫЕ КОНСТРУКЦИИ И ЭЛЕМЕНТЫ РАСЧЕТА РОТАЦИОННЫХ ВАЛКОВЫХ МАШИН
Принцип действия и классификация
Важным преимуществом технологических процессов с локальным очагом пластического деформирования является возможность изготовления изделий при использовании обычных КШМ небольшой мощности. Примерами такой обработки могут быть широко распространенные операции гибки, раскатки, вальцовки, разрезки, обжима, протяжки и др.
Принцип действия оборудования, предназначенного для деформирования заготовки с локальным очагом пластической деформации, основан на вращательном, а в некоторых случаях на возвратно-поступательном движении рабочего органа.
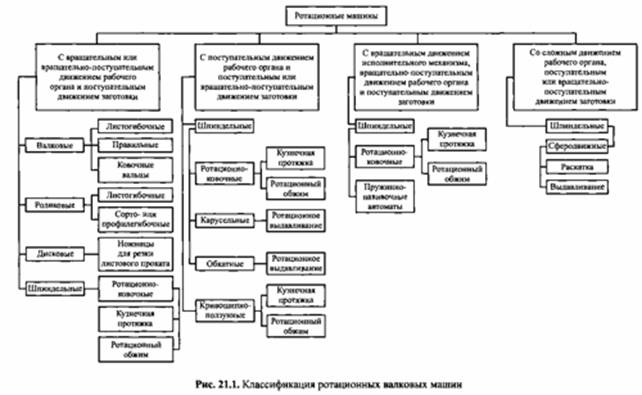
КШМ, у которых исполнительный механизм или рабочий орган совершает вращательное движение, относят к классу ротационных машин (рис. 21.1).
По технологическому назначению эти машины подразделяют на гибочные, правильные, дисковые ножницы, ковочные вальцы, ротационно-ковочные, радиально-обжимные, пружинонавивочные, сферодвижные и раскатные.
По конструктивному признаку в зависимости от исполнительного механизма их подразделяют на валковые, роликовые, дисковые, шпиндельные и кривошипно-ползунные.
Гибочные машины
Ротационные машины подразделяют в зависимости от схемы расположения рабочих органов или их размеров. Так, гибочными машинами можно осуществлять гибку, используя три валка, расположение которых может быть симметричным
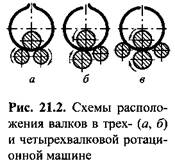
или асимметричным. Симметричное расположение (рис. 21.2, а) позволяет изгибать заготовки при меньших значениях деформирующей силы и крутящего момента, но концы заготовки при этом остаются прямыми. Длина неизогнутых участков равна половине расстояния между боковыми валками. При асимметричном расположении этих валков (рис. 21.2, б) только один передний конец заготовки остается прямым. Для получения полностью изогнутой заготовки нужно дважды пропускать ее через валки. Недостатком асимметричного расположения валков является необходимость приложения больших значений деформирующей силы, крутящего и изгибающего моментов.
В зависимости от расположения валков трехвалковые гибочные машины называют симметричными и асимметричными. Первые применяют для гибки толстых листов, вторые - тонких и средних.
Наличие в гибочной машине четырех валков (роликов) исключает недостатки трехвалковых машин и позволяет получать изгиб заданной кривизны без увеличения деформирующей силы по сравнению с трехвалковой симметричной машиной. При гибке в четырехвалковой машине (рис. 21.2, в) заготовку зажимают между средними валками и изгибают боковыми. Существуют также трехвалковые машины, у которых относительное положение валков (роликов) можно изменить.
На листогибочных машинах изгибают заготовки толщиной от долей миллиметра до 150 мм. Наибольшие размеры поперечных сечений заготовок -5000 х 150 мм. Такие листы изгибают при температуре горячей обработки.
Парнороликовые, или профилегибочные, машины применяют для изготовления различного рода гнутых профилей. Ролики в этих машинах устанавливают парами последовательно, с определенным шагом. Пропуская заготовку через ту или иную пару, формируют определенный изгиб заготовки. В результате прохождения ее через все ролики машины получается заданный профиль.
Конструктивные особенности гибочных валковых машин определены их технологическим назначением (гибка листового или сортового проката) и схемой гибки. Специализированные машины снабжены программными устройствами или работают в полуавтоматическом цикле.
Листогибочные машины. Трехвалковые гибочные машины в зависимости от расположения валков подразделяют на симметричные, асимметричные и комбинированные.
Основным узлом симметричной листогибочной машины (рис. 21.3) является станина из сварной рамы 1 и литых чугунных стоек 6. Средний 4 и боковые 5 валки опираются на подшипники скольжения, расположенные в стойках станины; боковые валки приводные. Привод, механизмы запрокидывания
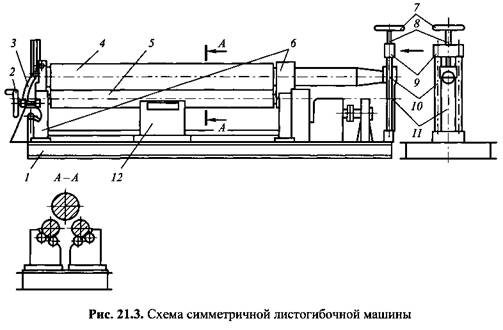
и регулировки положения среднего валка установлены на раме станины. Привод состоит из реверсивного электродвигателя, червячного редуктора и зубчатой передачи.
Расстояние между боковыми валками в данной конструкции неизменно. Существуют конструкции гибочных машин, у которых это расстояние можно изменять. В этом случае конструкция усложняется, но расширяется диапазон выполняемых гибочных работ при изменении толщины листов и радиусов гибки.
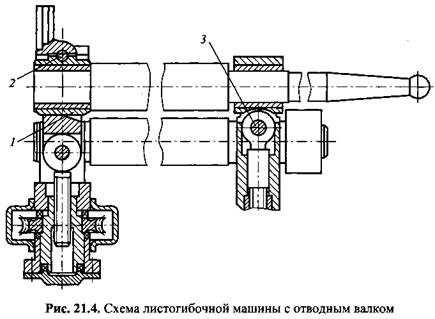
Механизм запрокидывания среднего валка ручной и состоит из штурвала 7, нажимного винта 5, траверсы 9, двух колонок 10 и нажимной колодки 11. Нажимная колодка соединена с шаровым концом среднего валка. При вращении штурвала в ту или другую сторону винт ввинчивается или вывинчивается из неподвижной траверсы. Консольный конец среднего валка опускается или поднимается, поворачиваясь вокруг оси 3 (рис. 21.4). У крупных машин механизм запрокидывания имеет электропривод.
Механизм для откидывания подшипника состоит из двух отводных рычагов 3 (см. рис. 21.3) и червячной передачи, приводимой в движение штурвалом 2. В откинутом положении подшипник 1 (см. рис. 21.4) уравновешен противовесом, в рабочем - фиксируется цилиндрической шпонкой 2.
Механизм регулировки положения среднего валка состоит из отдельного реверсивного электродвигателя, редуктора, червячной и винтовой передачи. В механизме регулировки предусмотрена кулачковая муфта. При включении ее
средний валок можно устанавливать наклонно, что необходимо для формирования конических поверхностей. Для повышения жесткости боковых валков в корпусе 12 (см. рис. 21.3) установлены опорные валки. Корпус катков может перемещаться по раме станины вдоль их осей.
Забиваем Сайты В ТОП КУВАЛДОЙ - Уникальные возможности от SeoHammer
Каждая ссылка анализируется по трем пакетам оценки: SEO, Трафик и SMM.
SeoHammer делает продвижение сайта прозрачным и простым занятием.
Ссылки, вечные ссылки, статьи, упоминания, пресс-релизы - используйте по максимуму потенциал SeoHammer для продвижения вашего сайта.
Что умеет делать SeoHammer
— Продвижение в один клик, интеллектуальный подбор запросов, покупка самых лучших ссылок с высокой степенью качества у лучших бирж ссылок.
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз,
а первые результаты появляются уже в течение первых 7 дней.
Зарегистрироваться и Начать продвижение
Конструкция асимметричной трехвалковой гибочной машины отличается от рассмотренной тем, что у нее средний валок неподвижный, передний боковой можно смещать в вертикальном направлении на величину, несколько большую, чем максимальная толщина изгибаемой заготовки, а задний боковой - перемещать в стойках станины для обеспечения изгиба заготовок на заданный радиус. Приводными являются средний или передний боковые валки.
В комбинированных трехвалковых гибочных машинах возможно создание симметричной и асимметричной схем гибки. Одна из возможных схем регулировки предусматривает перемещение среднего валка в вертикальном и горизонтальном направлениях. Механизм регулировки состоит из подшипника и рамки. Корпус подшипника может перемещаться в горизонтальном направлении относительно рамки, смещающейся в вертикальном направлении. Привод механизма регулировки аналогичен приводу для симметричных машин. Рамка заднего подшипника может поворачиваться относительно оси, освобождая валок при запрокидывании. Другая схема регулировки предусматривает возможность изменения положения боковых валков в вертикальном направлении. Поскольку эти валки регулируемые, то в движение они приводятся при помощи шарнирных шпинделей, что существенно усложняет конструкцию.
Четырехвалковые гибочные машины имеют добавочный средний нижний валок, снабженный пружинным предохранителем. Механизмы регулировки положения валков в этих машинах аналогичны рассмотренным выше. Приводным является средний верхний, а в некоторых случаях оба средних валка. Некоторые конструкции четырехвалковых гибочных машин имеют гидропривод для вспомогательных механизмов.
Сорто- и профилегибочные машины. По принципу действия они подобны листогибочным, но отличаются консольным расположением роликов. Оси роликов горизонтальны или вертикальны (существуют конструкции с наклонным расположением роликов). Механизмы регулировки имеют ручной или электрический привод. В конструкции роликовой машины, разработанной в Центральном бюро кузнечного машиностроения, боковые ролики приводные, средний -регулируемый.
Сортогибочные машины могут иметь асимметричное расположение роликов, а в некоторых случаях их изготовляют с четырьмя роликами.
Профилегибочные (парнороликовые) машины. Они предназначены для изготовления разнообразных профилей и труб из листового проката. Число пар роликов зависит от сложности формируемого профиля (в существующих про-филегибочных машинах оно не превышает 20). Ролики располагают в последовательности формирования профиля. Профилегибочная машина состоит из станины, на которой установлены головки с роликами. Головки могут быть открытого или закрытого типа. Недостаток головок открытого типа - большая металлоемкость при равной жесткости, преимущество - удобство обслуживания. В связи с этим машины с головками открытого типа применяют при меньших номинальных усилиях, а закрытого - при больших.
Расстояние между верхними и нижними роликами регулируют перемещением верхних. Описание механизма регулировки аналогично приведенному выше для гибочных машин.
Ролики приводятся в движение от электродвигателя через червячно-шесте-ренную передачу и общий вал. Частота вращения роликов определяется скоростью подачи заготовки, которая не превышает 25 м/мин. Листовой прокат для гибки поставляют в рулонах, поэтому в профилегибочных машинах применяются ножницы для разрезания изготовленных профилей на заданную длину.
|

