Кузнечно-штамповочное оборудованиеРадиально-обжимные машины
При небольшом перепаде размеров в поперечных сечениях поковки целесообразно осуществлять штамповку не набором и высадкой, а обжимом в радиальном направлении, моделируя процесс протяжки в вырезных бойках на молоте или гидропрессе. В этом случае заготовка должна совершать два движения: поступательное в направлении подачи под бойки и вращательное в процессе обжима по одному сечению. Рабочий инструмент - бойки - совершает возвратно-поступательное движение в направлении поковки. На молоте или гидропрессе нет жесткой связи между двигателем и рабочим инструментом, поэтому обжим может осуществляться последовательно на заданный перепад размеров в любом сечении.
В кривошипной машине обычной конструкции при заданной настройке механизма обжим всегда соответствует крайнему положению исполнительного органа. Для того чтобы получить регулируемую величину обжима в процессе обработки, необходимо изменять это положение, например, за счет изменения положения оси вращения ведущего вала. Другим условием является необходимая точность поковки при строгой круговой форме ее сечений, что может быть достигнуто одновременным обжатием в нескольких местах по данному сечению при помощи встройки в машину не одного, а нескольких (двух, трех и более) исполнительных механизмов обычного кривошипно-ползунного типа с неподвижными направляющими ползуна или в виде кривошипно-шатунного механизма бесползунного типа. В последнем случае шатун имеет качающиеся направляющие и инструмент крепится непосредственно к нему.
Реализация указанных принципов нашла свое выражение в конструкциях радиально-обжимных машин. Принципиальная схема привода и механизма исполнения одной из таких машин приведена на рис. 22.5.
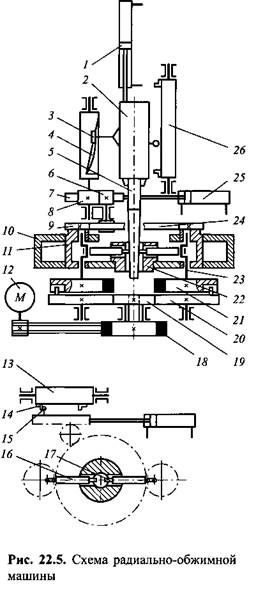
От электродвигателя 12 через клиноременную передачу и маховик 18 вращение подается на ведущую шестерню 19 с последующей раздачей на отдельные исполнительные механизмы. На маховик 21 ведущего эксцентрикового вала 23 движущий момент подается через шип шестерни 20. Сам вал с некоторым эксцентриситетом посажен в картерную обойму 77, проворачивающуюся относительно корпуса станины 10. Шатун 16 с бойком 17 перемещается в поворотной направляющей втулке 22. Изменение величины обжима при деформации поковки происходит так. Рейка 7, связанная со штоком гидроцилиндра 25, может вращать зубчатый валик 6, центральное зубчатое колесо 24 и сцепляющуюся с ним шестерню 9 картерной обоймы. Однако перемещение рейки блокируется при ковке конических поковок 5 копиром 4, профиль которого упирается в ролик 3, закрепленный на кронштейне зажимной головки 2. Только при движении головки вверх вал копира может повернуться: его движение через шестерню 8 передается картеру и тем самым обеспечивается требуемое смещение оси эксцентрикового вала. Если это смещение происходит в направлении поковки, величина обжима возрастает, при обратном смещении -уменьшается.
При ковке цилиндрических ступенчатых валов управление машиной осуществляется при помощи распределительного барабана 13. В этом случае бойки сближаются до тех пор, пока ролик 15 рейки не коснется упора 14 и, смещая барабан, не изменит положение гидроклапана, сбрасывающего давление жидкости в цилиндре 25. После этого бойки немедленно разводятся (копир снят!) и обжим заканчивается. Поворотом барабана в рабочую позицию устанавливают новые упоры, обеспечивающие ковку на другой размер сечения.
Возвратно-поступательное движение поковки вдоль линии подачи осуществляется при помощи гидроцилиндра 7, к штоку которого прикреплен корпус зажимной головки. Жидкость в гидроцилиндр подается распределительным барабаном 26, упоры которого ограничивают ход ролика зажимной головки. При этом длина участков поковки будет соответствовать времени движения штока цилиндра и всей головки при работающих бойках.
Захват и вращение заготовки производятся при помощи зажимной головки, в корпусе которой на шпинделе укреплены сменные губки. Вращение шпинделя и, следовательно, губок с зажатой заготовкой осуществляется через червячную пару от фланцевого электродвигателя, укрепленного на корпусе головки.
В схеме радиально-обжимной машины (см. рис. 22.5) перемещение заготовки происходит по вертикали, поэтому машину классифицируют как вертикального типа, хотя исполнительные механизмы у нее располагаются в горизонтальной плоскости. Они предназначены для обработки коротких деталей и их применяют в условиях массового и серийного производства. Машины горизонтального типа чаще всего специализированы для обработки длинных заготовок, например труб или прутков. Они также применяются в инструментальном производстве, например для профилирования метчиков. Современные радиально-обжимные машины выпускают с номинальным усилием до 5 МН на один боек при числе ходов до 250 в минуту, что позволяет обрабатывать валы диаметром до 250 мм и трубы диаметром до 320 мм.
Многопозиционные распределительные барабаны, обеспечивающие синхронизацию движения всех механизмов машины, позволяют вести обработку в автоматическом режиме по предварительно заданной программе (определенная расстановка упоров на барабанах), однако поскольку они не имеют бункерных устройств, установку заготовок производят вручную. Радиально-обжимные машины следует отнести к классу полуавтоматов.
|

