Кузнечно-штамповочное оборудованиеЧеканочные прессы и прессы для выдавливания
 приведены в ГОСТ 5384. приведены в ГОСТ 5384.
По конструктивному оформлению чеканочные прессы относятся к закрытым прессам с рамной станиной. Устаревшие конструкции прессов имеют составную литую станину: стол, стойки и верхнюю траверсу; новые модели малых и средних размеров - цельносварную станину. У крупных прессов станина сварная составная и стянутая болтами.
Отличительной особенностью чеканочных прессов является кривошипно-коленное исполнение главного механизма, обеспечивающее кинематические и динамические свойства, которые необходимы для операций с малым рабочим ходом и весьма значительной деформирующей силой.
 В первом В первом
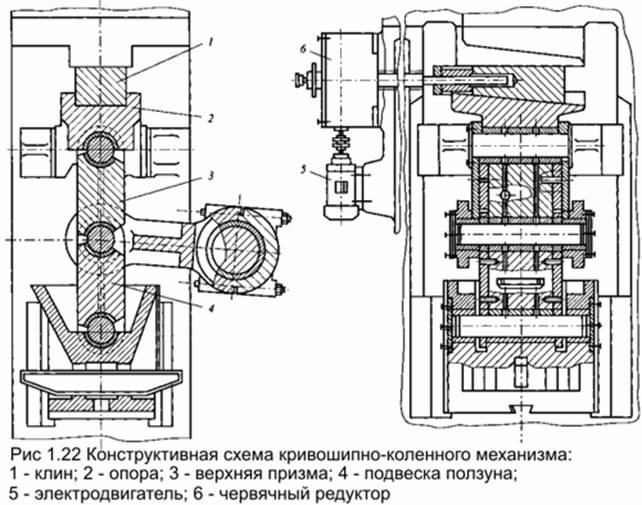
случае шатун имеет вилчатую форму с малыми головками, охватывающими выступающие концы средней оси, во втором - в главном механизме устанавливают два шатуна.
Привод чеканочных прессов - открытый от индивидуального электродвигателя, у малых и средних прессов - двухступенчатый односторонний; у крупных -двух- или трехступенчатый двусторонний. Мощность электродвигателя у чеканочных прессов в связи с малым рабочим ходом значительно меньше, чем у КГШП равного номинала.
Современные модели чеканочных прессов всех размеров оборудуют пневматическими фрикционными дисковыми муфтами, установленными на приемном валу в одном блоке с дисковыми тормозами или раздельно, причем тормоз тогда выполняют ленточным. Конструкция чеканочных прессов общего назначения предусматривает возможность установки автоматических или полуавтоматических подач.
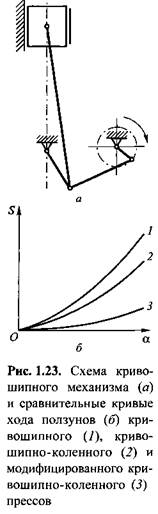
Прессы для выдавливания. Кривошипно-коленные прессы, похожие по устройству и архитектуре на чеканочные, но с увеличенным ходом, применяют при производстве деталей выдавливанием. Установлено, что качество стальных изделий (поршневых пальцев, шлицевых втулок) улучшается, если процесс выдавливания производят на прессах с модифицированным кривошипно-коленным механизмом по схеме, приведенной на рис. 1.23, а. Согласно этой схеме, рабочий ход происходит при сгибании колена, когда ползун приближается к крайнему нижнему положению. Если сравнить кривые хода ползуна для кривошипного пресса (кривая 1 на рис. 1.23, б), обычного кривошипно-коленного (кривая 2) и модифицированного кривошипно-коленного (кривая 3) механизмов, то легко заметить, что в последнем случае скорость ползуна у крайнего нижнего положения очень мала и это способствует улучшению качества изделий.
Применение модифицированного кривошипно-коленного механизма приводит к существенному изменению конструкции пресса. Во-первых, станина в период рабочего хода оказывается свободной от нагрузок: усилие деформации воспринимается в виде растягивающей силы верхним звеном колена. При уменьшении числа промежуточных деталей и их стыков, находящихся под нагрузкой, значительно увеличивается жесткость пресса и, следовательно, точность штамповки. Во-вторых, привод пресса - нижний, и это повышает устойчивость пресса на фундаменте, уменьшает вибрации, снижает шум в цехе.

|

